-
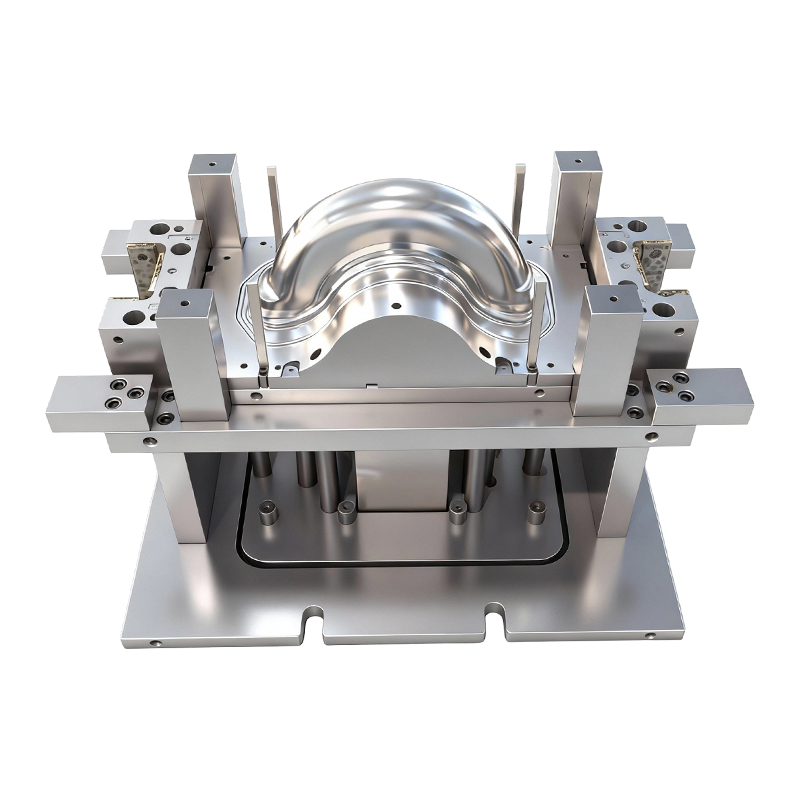
Dybttrækningsform til for- og baghjul på tohjulede elbiler
Denne dybtræksform til for- og baghjul på to-hj...
-
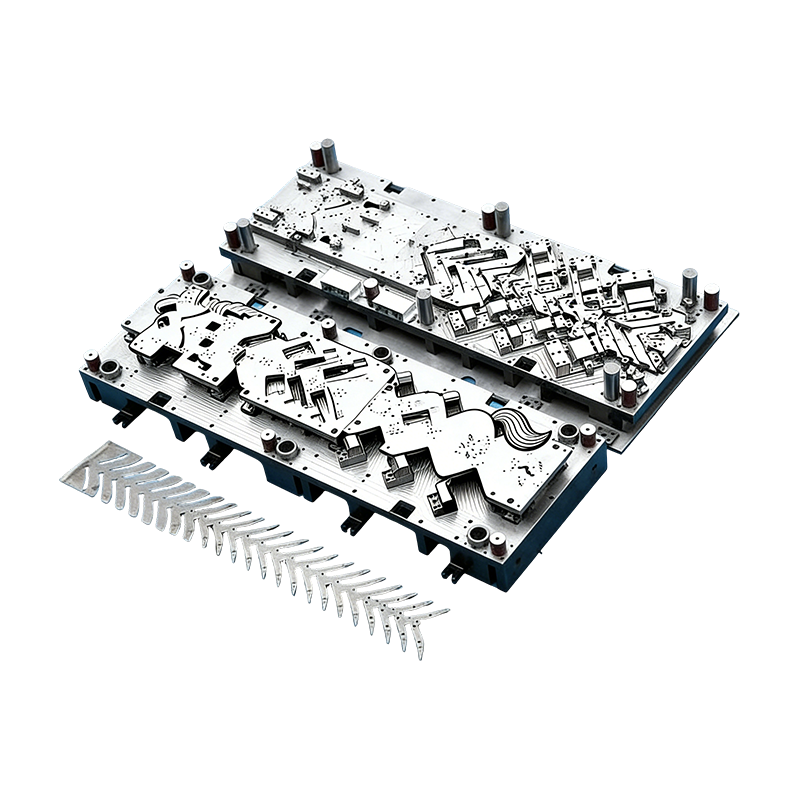
Progressive forme til bildele
Denne kontinuerlige form til bilmotorhuse er ud...
-
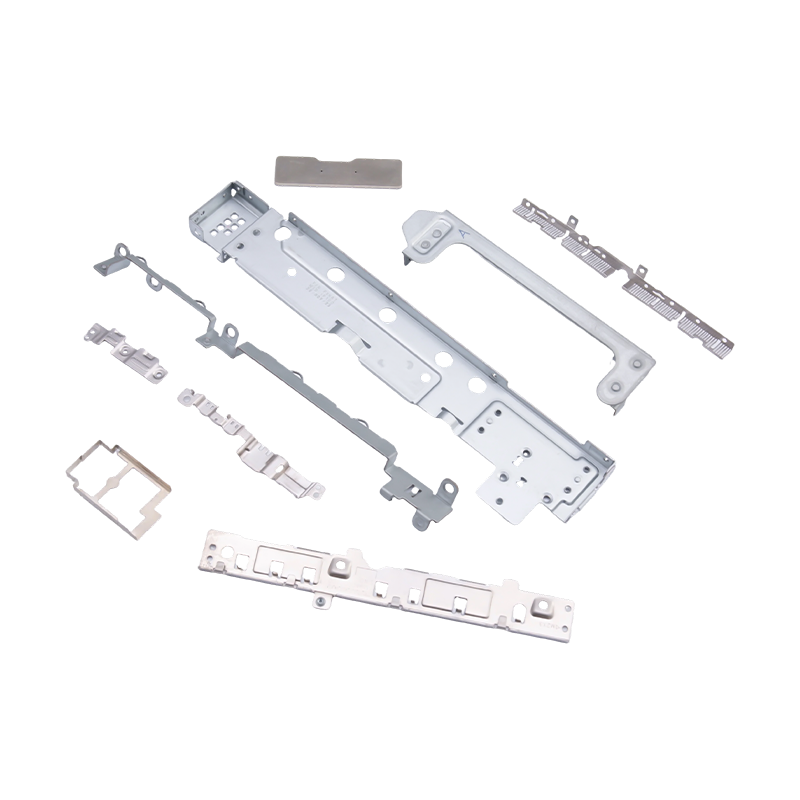
Små stemplede dele til bærbare computere og mobiltelefoner
Som essentielle interne komponenter til moderne...
-
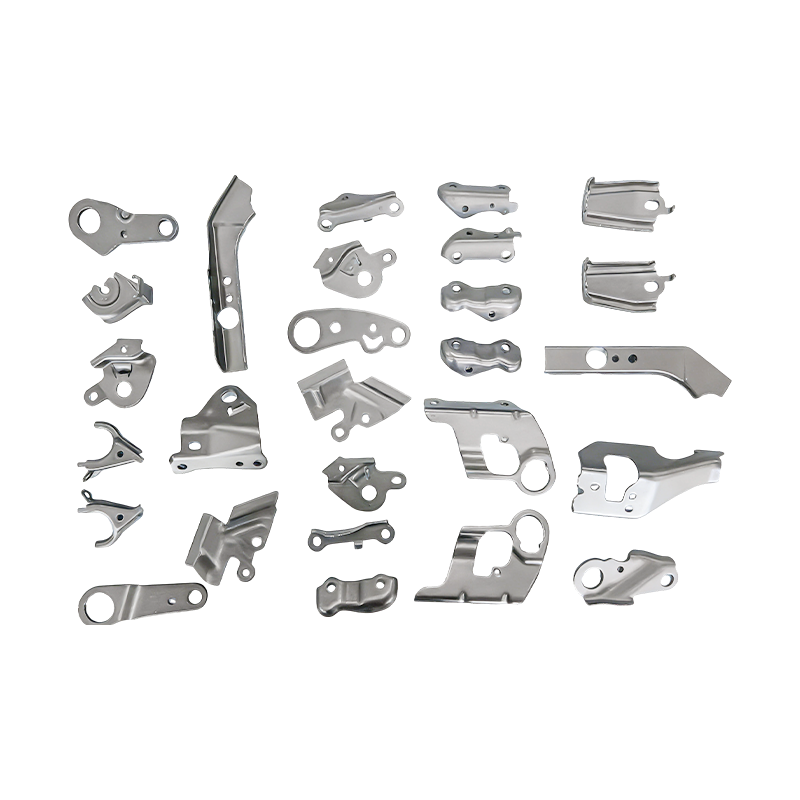
Små automotive dele progressive die stempling dele
Vores progressive formstemplingsdele til små au...
Industri nyheder
Metalstemplingsdele: typer og anvendelser
2026-04-27
Hvad er metalstemplingsdele, og hvorfor præcision betyder noget
Metal stempling dele er komponenter fremstillet ved at anvende kontrolleret kraft gennem matricer og stanser på fladt metalplademateriale, der omdanner råmateriale til præcist formede strukturelle og funktionelle elementer gennem operationer, herunder blanking, gennemboring, bukning, tegning og prægning. I modsætning til bearbejdning, som fjerner materiale for at opnå geometri, forskyder stempling og danner metal, hvilket stort set ikke genererer materialespild på skærestadiet og muliggør cyklustider målt i brøkdele af et sekund pr. del. Kombinationen af hastighed, repeterbarhed og dimensionel konsistens gør metalstempling til den dominerende fremstillingsproces, hvor der kræves store mængder af metalpladekomponenter.
Præcision er den definerende egenskab, der adskiller stempling af industriel kvalitet fra pladebearbejdning. I applikationer som forbrugerelektronik, bilmonteringer og husholdningsapparater skal stemplede komponenter opfylde tolerancer så snævre som ±0,05 mm på kritiske dimensioner, med planhedsafvigelser kontrolleret til mindre end 0,1 mm på tværs af delens overflade. For at opnå disse specifikationer konsekvent på tværs af produktionsserier af hundredtusindvis af stykker kræves progressivt matriceværktøj udviklet til mikron-niveau nøjagtighed, servodrevne pressesystemer med tonnageovervågning i realtid og in-line synsinspektion, der er i stand til at detektere grathøjde, hulpositionsafvigelse og overfladefejl ved produktionshastighed.
Materialerne forarbejdet i metalstempling spænder over et bredt spektrum. Koldvalset stål (SPCC, DC01), elektrogalvaniseret plade, varmgalvaniseret stål, rustfri stålkvaliteter 304 og 430, aluminiumslegeringer 1050 og 5052, kobberlegeringer og berylliumkobber er alle rutinemæssigt stemplet afhængigt af de mekaniske krav til applikationens korrosionsbestandighed og ledningsevnen. Materialevalg påvirker direkte matricens slidhastighed, tilbagespringsadfærd, overfladefinishkvalitet og de efterfølgende efterbehandlingsprocesser - plettering, anodisering, pulverlakering - som den færdige stempling vil kræve.
Elektroniske stemplingsdele: Præcision i hjertet af moderne enheder
Elektroniske stemplingsdele repræsenterer et af de mest teknisk krævende segmenter af metalprægeindustrien. Komponenterne, der produceres til printkortsamlinger, konnektorer, terminaler, EMI-afskærmningsdåser, batterikontakter, kontakthuse og sensorbeslag skal kombinere submillimeter dimensionel nøjagtighed med specifikke elektriske, termiske og mekaniske ydeevneegenskaber - alt sammen inden for de strenge omkostningsbegrænsninger på konkurrencedygtige forbrugerelektronikmarkeder.
Konnektorterminaler og kontaktfjedre er blandt de mest udfordrende elektroniske stemplingsdele at fremstille. Fremstillet af fosforbronze, berylliumkobber eller messingbåndsmateriale i tykkelser fra 0,1 mm til 0,5 mm, kræver disse dele multi-trins progressive matricer, der samtidig blanker profilen, danner fjedergeometrien og mønter kontaktfladen i et enkelt tryk. Kontaktkraft, indførings-/udtrækningscyklus holdbarhed og kontaktmodstand - typisk påkrævet under 10 mΩ efter 1.000 indføringscyklusser - valideres gennem applikationsspecifikke testprotokoller snarere end generiske materialecertifikater.
EMI afskærmende dåser og RF-indkapslinger
EMI-afskærmningsdåser er tyndvæggede elektroniske prægedele dannet af nikkel-sølv, koldvalset stål eller rustfri stålplade i tykkelser på 0,15-0,3 mm. Deres funktion er at indeholde radiofrekvensemissioner fra højhastighedsprocessormoduler, trådløse kommunikations-IC'er og strømstyringskredsløb på tætbefolkede PCB'er. Dimensionsnøjagtigheden af dåsens omkreds og højde er kritisk: Mellemrum på mere end 0,1 mm ved sædeflangen skaber åbninger, der kompromitterer afskærmningseffektiviteten med 10-20 dB ved frekvenser over 1 GHz, hvilket direkte forringer enhedens radioydeevne og potentielt forårsager regulatorisk certificeringsfejl.
Batterikontakter og fjederterminaler
Batterikontaktfjedre i bærbare enheder skal levere ensartet kontaktkraft over hele batteriets isætnings- og fjernelsescyklus - typisk 500-1.000 cyklusser for forbrugerenheder. Elektroniske stemplingsdele i denne kategori er fremstillet af rustfrit stål eller fosforbronze med guld- eller nikkelbelægning på kontaktspidsen. Fjedergeometrien - udkraget, oprullet eller foldet - er optimeret gennem finite element-simulering under værktøjsdesign for at sikre, at kontaktkraften forbliver inden for det specificerede vindue (typisk 1-3 N) på tværs af den fulde dimensionelle tolerancestabel af battericelle og hus.
Stemplingsdele til bærbar computer: Strukturel præcision i tynde profilsamlinger
Bærbar stempling dele operere under et unikt sæt af begrænsninger, der adskiller dem fra almindelige elektroniske stemplingsdele. Den ubarmhjertige stræben mod tyndere, lettere notebook-design - med chassistykkelser nu regelmæssigt under 14 mm og samlede systemvægte under 1 kg - kræver stemplede komponenter, der leverer maksimal strukturel stivhed ved minimal materialetykkelse, mens de passer ind i samlingskonvolutter målt i tiendedele af en millimeter.
Hængselsbeslaget er en af de mest mekanisk krævende bærbare stemplingsdele i ethvert notebookdesign. Fremstillet af højstyrke rustfrit stål eller koldvalset stål med en trækstyrke på over 600 MPa, skal hængselbeslagene modstå den cykliske træthedsbelastning af lågets åben-lukke operationer - typisk vurderet til 20.000-30.000 cyklusser i kommercielle bærbare computere - uden permanent deformation eller overfladerevner. Progressiv stempling efterfulgt af prægning ved hængselboringsplaceringerne sikrer, at boringsdiameter og positionsnøjagtighed opfylder kravene til tætte spændingspasninger for hængseldrejestiftenheden.
Interne chassisforstærkningsbeslag, bundkortmonteringsafstande, termiske modulholdere og støtterammer til tastaturbagplade er yderligere kategorier af stemplingsdele til bærbare computere, hvor dimensionsstyring er kritisk. Med samlingstolerancer på systemniveau målt i brøkdele af en millimeter, skal hver stempling konsekvent ramme sit individuelle tolerancevindue - typisk ±0,1 mm på hulpositioner og ±0,05 mm ved kritiske tilpasninger - for at tillade robotmontering uden manuel justering. Overfladebehandlinger inklusive strømløs fornikling, sort oxid og kemisk konverteringscoating påføres disse dele for at opfylde kravene til korrosionsbestandighed og jordledningsevne.
Stempeldele til husholdningsapparater: Holdbarhed udviklet til årtiers service
Stempeldele til husholdningsapparater tjener som det centrale strukturelle og funktionelle skelet af køleskabe, vaskemaskiner, klimaanlæg og mikrobølgeovne. I modsætning til forbrugerelektronik - hvor en produktlevetid på tre til fem år er typisk - er store husholdningsapparater designet til ti til femten års kontinuerlig drift i boligmiljøer, der inkluderer fugt, temperaturcyklus, vibrationer og kemisk eksponering fra rengøringsmidler. De stemplede metalkomponenter inde i disse produkter skal matche denne holdbarhedsforventning.
Materialevalg til stemplingsdele til husholdningsapparater afspejler dette krav om lang levetid. Galvaniseret stålplade (varm- eller elektrogalvaniseret) giver korrosionsbeskyttelse i indvendige paneler og chassiskomponenter udsat for kondensvand og rengøringsmidler. Rustfri stålkvalitet 430 er specificeret til synlige udvendige overflader og indvendige tromlekomponenter i vaskemaskiner, hvor kosmetisk udseende og pletbestandighed er førsteklasses krav. Aluminiumslegeringsplade - typisk 3003 eller 5052 - bruges i varmevekslerfinner og dekorative frontpaneler, hvor vægtreduktion og anodiseringskompatibilitet er prioriterede.
Strukturelle roller: Beslag, chassis og forbindelsesstykker
Inden for apparatsamlingen udfører stemplingsdele til husholdningsapparater tre primære strukturelle funktioner. Motormonteringsbeslag fastgør interne motorer - kompressorer i køleskabe, drivmotorer i vaskemaskiner, ventilatormotorer i klimaanlæg indendørs enheder - til apparatets ramme med tilstrækkelig stivhed til at isolere vibrationer og forhindre træthedsfejl på fastgørelsessteder i løbet af produktets levetid. Chassis-stemplinger danner det bærende skelet, der understøtter apparatets krop, bærer vægten af interne komponenter og giver det dimensionelle datum, hvorfra der refereres til alle monteringsoperationer. Forbindelsesstykker forbinder større underenheder og overfører mekaniske belastninger mellem den strukturelle ramme, dørhængsler, kontrolpanelets monteringsstrukturer og rør- eller ledningsføringsbeslag.
Kvalitetskontrolkrav til stemplinger af apparatkvalitet
Der udføres strenge kvalitetstjek under produktionen af stemplingsdele til husholdningsapparater for at matche husholdningsapparaternes lange levetidskrav. Følgende inspektionsparametre verificeres rutinemæssigt ved indgående inspektion, igangværende kontrolpunkter og endelig accept:
- Fladhed og formnøjagtighed: Chassispaneler og beslagsmonteringsoverflader kontrolleres på overfladeplader eller CMM-beslag for at bekræfte planheden inden for specifikationen - typisk 0,3-0,8 mm over hele panellængden - for at sikre korrekt monteringspasning og forhindre spændingskoncentration ved fastgørelsespunkter.
- Korrosionsbestandighed: Saltspraytest i henhold til ISO 9227 — 72 til 240 timer afhængigt af anvendelsen — verificerer, at belægningssystemet (forzinkning, galvanisering eller pulverlak) giver tilstrækkelig beskyttelse til det tilsigtede servicemiljø.
- Dimensionel verifikation af kritiske funktioner: Huldiametre, kant-til-hul afstande og bøjede flangevinkler ved samlingsgrænseflader måles af optisk komparator eller koordinatmålemaskine ved definerede prøveudtagningsfrekvenser for at bekræfte, at dele forbliver inden for tolerancevinduet under hele produktionskørslen.
- Kontrol af grathøjde: Udsatte kanter og udstansede huller kontrolleres for grathøjde - typisk påkrævet under 0,1 mm - for at forhindre beskadigelse af ledningsisolering, operatørskade under montering og spændingskoncentration, der kan forårsage udmattelsesrevner under apparatets drift.
Sammenligning af applikationskrav på tværs af stemplingssegmenter
De tre primære segmenter - generelle metalstemplingsdele, elektroniske stemplingsdele, bærbare stemplingsdele og stemplingsdele til husholdningsapparater - deler den samme kernefremstillingsproces, men adskiller sig betydeligt i materialekvalitet, dimensionel tolerance, overfladefinish og servicemiljøkrav. Tabellen nedenfor opsummerer de vigtigste forskelle for at understøtte specifikations- og indkøbsbeslutninger:
| Attribut | Elektroniske stemplingsdele | Bærbar stempling dele | Stempeldele til husholdningsapparater |
|---|---|---|---|
| Typisk materialetykkelse | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Nøglematerialer | Fosforbronze, beryllium kobber, nikkel-sølv | Højstyrke rustfrit stål, koldvalset stål | Galvaniseret stål, rustfrit stål 430, aluminiumslegering |
| Dimensionel tolerance | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Primært præstationsfokus | Ledningsevne, kontaktkraft, EMI-dæmpning | Træthedslevetid, stivhed, vægtminimering | Korrosionsbestandighed, strukturel belastningskapacitet |
| Overfladebehandling | Guldbelægning, nikkelbelægning, tinbelægning | Elektrofri nikkel, sort oxid, kemisk omdannelse | Varmgalvanisering, pulverlakering, anodisering |
| Design levetid | 3 – 5 år (forbrugercyklus) | 3 – 7 år | 10 – 15 år |

Indkøb af metalstemplingsdele: Hvad skal man vurdere hos en leverandør
At vælge en dygtig stempelleverandør kræver en parallel evaluering af teknisk infrastruktur, kvalitetsstyringssystemer og produktionskapacitet. Det laveste enhedspristilbud fra en leverandør uden valideret værktøjskapacitet, inspektionsudstyr i processen og overfladebehandlingskontrol vil konsekvent give højere samlede omkostninger gennem efterbearbejdning, linjestop og feltretur. Følgende kriterier giver en struktureret evalueringsramme:
- Værktøjsdesign og vedligeholdelsesevne: Internt progressivt matricedesign, CNC-værktøjsrumsudstyr og dokumenterede formgivningsvedligeholdelsesplaner er indikatorer for en leverandør, der kan kontrollere delens kvalitet gennem værktøjsaktiveret i stedet for at stole på sortering.
- Pressekapacitetsområde: En leverandørflåde, der spænder over 25-tons bænkpresser til 400-tons gap-frame eller straight-side presser, indikerer evnen til at håndtere både sarte elektroniske stemplingsdele og tunge husholdningsapparater stemplingsdele inden for et enkelt kildeforhold.
- Metrologi og inspektionsinfrastruktur: CMM-kapacitet, optiske komparatorer, overfladeruhedstestere og saltspraytestkamre på stedet indikerer, at leverandøren kan generere objektive kvalitetsdata i stedet for alene at stole på visuel inspektion.
- Certificeringer: ISO 9001:2015 som det grundlæggende kvalitetsstyringssystem; IATF 16949 for deltagelse i bilindustriens forsyningskæde; ISO 14001 for miljøledelse — især relevant, når overfladebehandlingsprocesser involverer regulerede kemikalier.
- Materiale sporbarhed: Møllecertifikater knyttet til produktionsbatch-registreringer giver fejlanalysehold mulighed for at spore feltdefekter tilbage til specifikke materialeopvarmninger og forarbejdningskørsler - et ikke-omsætteligt krav for bærbare stemplingsdele og elektroniske stemplingsdele, der leveres til regulerede slutmarkeder.
Forrige indlæg
Letvægts, høj præcision: Deep Drawing Die Strategies Driving EV Body Panel Innovation
Næste indlæg
Fra karosseripaneler til batterihuse: teknikken bag dybtrækkende dybdrejninger til biler
Vores Produkter.
Start din virksomhed med en OEM-producent lige her!
Forsyn globale kunder med komplette nøglefærdige løsninger
igennem
innovation!
HURTIGE LINKS
NYHEDER
KONTAKTINFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheder forbeholdes. Brugerdefineret stempling Producenter af metalstempling
