-
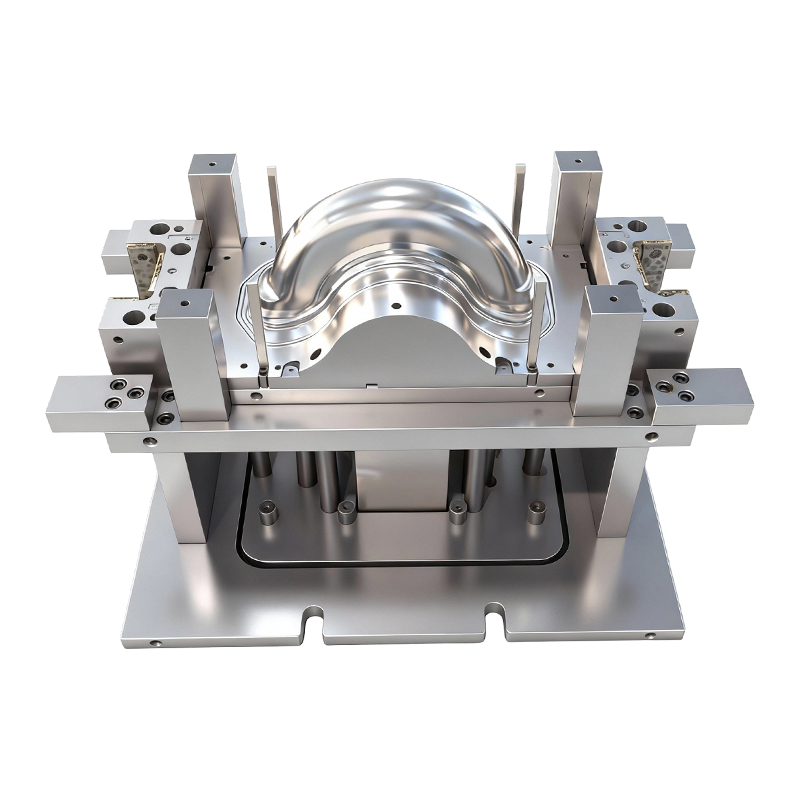
Dybttrækningsform til for- og baghjul på tohjulede elbiler
Denne dybtræksform til for- og baghjul på to-hj...
-
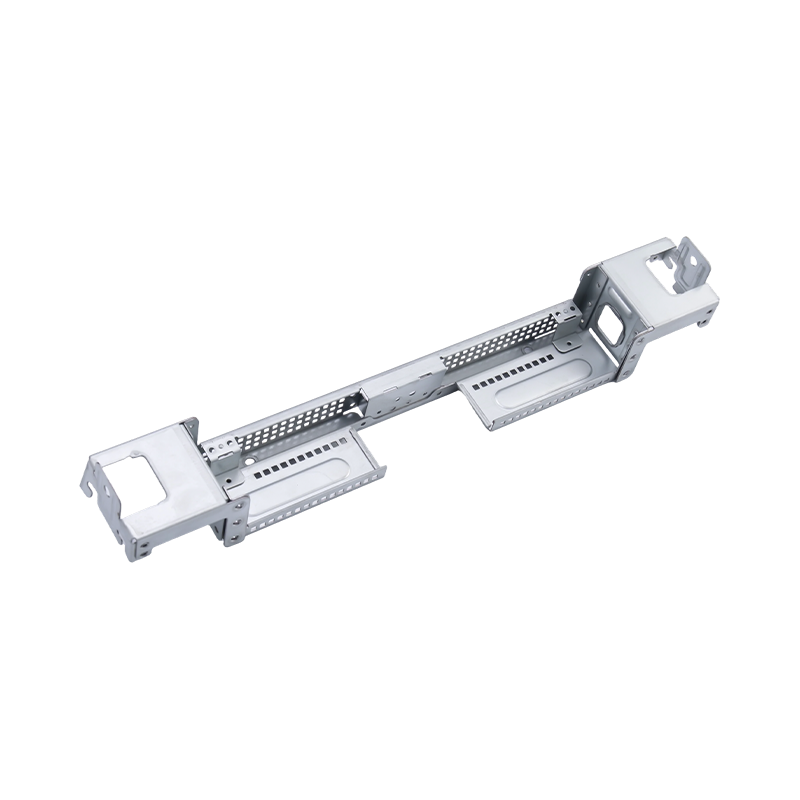
High-end store computerstemplingsdele
Vores high-end store computerstemplingsdele er ...
-

Automotive motorhus stemplingsdele
Stemplingsdele til bilmotorhuse er kernekompone...
-
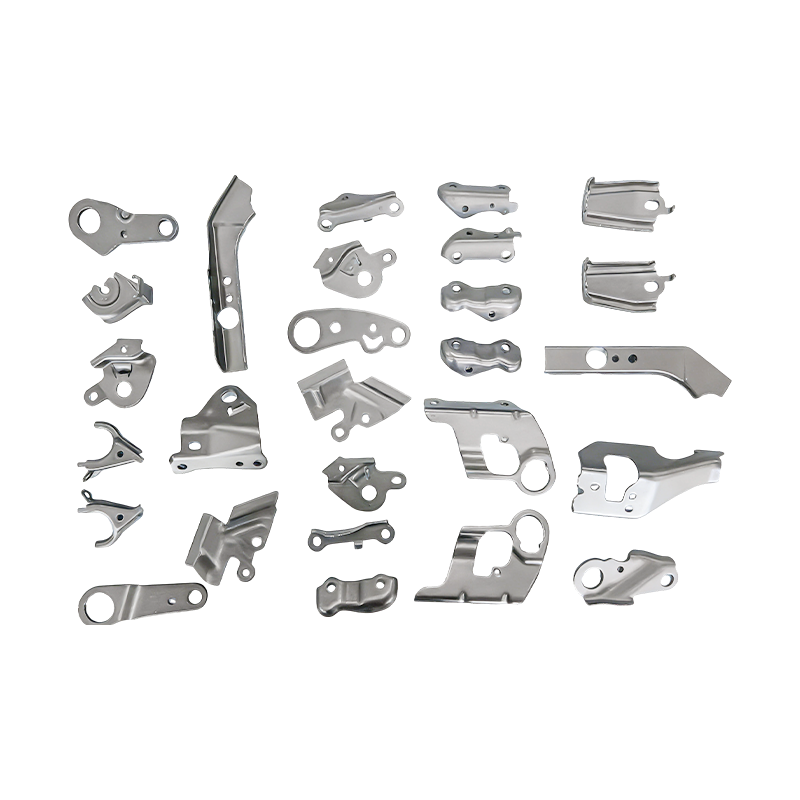
Små automotive dele progressive die stempling dele
Vores progressive formstemplingsdele til små au...
-
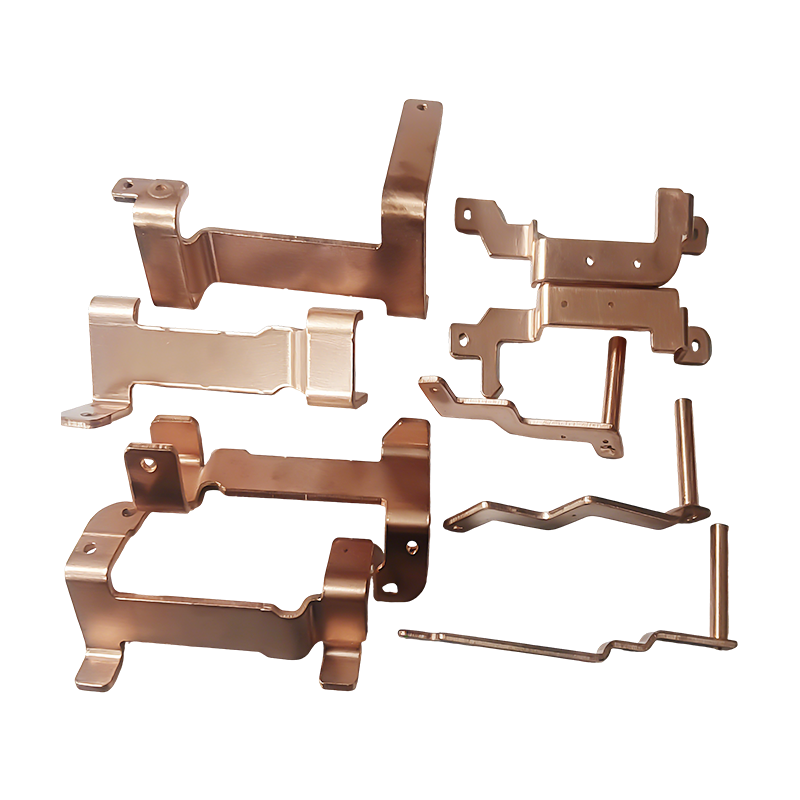
Nyt energikøretøj til stempling af kobberskinnedele
Nye energikøretøjs kobberskinne-stemplingsdele ...
-
Progressive forme til bildele
Denne kontinuerlige form til bilmotorhuse er ud...
Industri nyheder
Hjem / Nyheder / Industri nyheder / Letvægts, høj præcision: Deep Drawing Die Strategies Driving EV Body Panel Innovation
Letvægts, høj præcision: Deep Drawing Die Strategies Driving EV Body Panel Innovation
2026-05-07
Hvad gør automotive dybttrækningsmatricer anderledes end standardværktøj
Dybttræksmatricer, der bruges i bil- og el-køretøjsfremstilling, kan ikke udskiftes med pladeværktøj til almindelige formål. De er specialdesignede systemer, der består af fire primære komponenter - stanser, matricer, emneholdere og matricesæt - hver optimeret til at arbejde sammen under ekstreme formningsbelastninger. I en typisk autoprægepresse falder stansen ned i matricehulrummet, mens emneholderen udøver kontrolleret nedadgående tryk på pladeflangen, hvilket leder metalstrømmen ind i hulrummet uden at rynke eller rive. Matricesættet giver den stive strukturelle ramme, der opretholder justering under cykliske belastninger, der kan overstige flere hundrede tons pr. slag.
Hvad kendetegner automotive-grade dybtegningsmatricer er den præcisionstolerance, der kræves gennem hele værktøjet. Dimensionsnøjagtigheden holdes typisk til ±0,02 mm på tværs af kritiske formningsoverflader, et krav drevet af det faktum, at kumulative afvigelser på tværs af et karrosseripanel - for eksempel et dørydre panel - oversættes direkte til synlige overfladefejl eller monteringshuller, der påvirker både æstetik og strukturel pasform. Overfladefinish på stanse- og matriceradius er lige så kritisk: en Ra-værdi på ≤0,05 μm (nær spejlkvalitet) minimerer friktionsinduceret udtynding og ridsning, især ved bearbejdning af højstyrke eller letvægtslegeringer.
Formbarhed af aluminiumslegering og aluminiumssmeltepunktets rolle i procesdesign
Aluminiumslegering er blevet det dominerende letvægtsmateriale til både traditionelle automotive karrosseripaneler og EV strukturelle komponenter, drevet af dets gunstige styrke-til-vægt-forhold, korrosionsbestandighed og genanvendelighed. Aluminium giver dog unikke udfordringer ved dybtrækning, der er direkte forbundet med dets materialeegenskaber - herunder dets termiske opførsel i forhold til aluminiums smeltepunkt .
Rent aluminium smelter ved ca 660 °C , men de aluminiumslegeringer, der bruges til bilstempling - primært 5xxx (Al-Mg) og 6xxx (Al-Mg-Si) serierne - har smelteområder, der starter lidt lavere afhængigt af legeringssammensætning. Mens selve aluminiumssmeltepunktet ikke nås direkte under koldstempling, er det yderst relevant for to proces-tilstødende områder: varmformning og styring af matricekøling. Ved varmformning af aluminium opvarmes emner til 200-300 °C (en omhyggeligt udvalgt brøkdel af smeltepunktet) for at øge duktiliteten og reducere tilbagespring, hvilket muliggør produktion af komplekse geometrier, der ville revne under omgivelsestemperaturformningsforhold. Matricedesignere skal tage højde for termisk ekspansion ved disse temperaturer, genkalibrere spillerum og emneholderkraftparametre i overensstemmelse hermed.
Selv ved konventionel kold dybtrækning kan friktionsvarme, der genereres ved stanse-emne- og matrice-emne-grænsefladerne, hæve lokale overfladetemperaturer betydeligt. For aluminiumslegeringer, som har et relativt lavt smeltepunkt sammenlignet med stål, accelererer overdreven lokal opvarmning galning - den klæbende overførsel af aluminium til matriceoverflader - hvilket forringer overfladefinishen, øger formningskræfterne og forkorter værktøjets levetid. Dette gør smørestrategi og valg af matriceoverfladebelægning særligt vigtigt ved forarbejdning aluminiumslegering ark.
Almindelige automotive aluminiumslegeringer og deres formningsegenskaber
| Legering serie | Typisk karakter | Smelteområde (°C) | Nøgleapplikation |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607-649 | Emhætte inderside, dør indre, EV kabinetter |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610-655 | Udvendige kropspaneler, strukturelle lukninger |
| Mg-Al (magnesium-aluminium) | AZ31, AM60 | 470-630 | EV batterihuse, instrumentpaneler |
EV-specifikt matricedesign: dybe trækforhold, batterihuse og letvægt
Fremstilling af elektriske køretøjer stiller krav til dybtrækkende matricer, der går ud over, hvad traditionel bilstempling kræver. Den mest teknisk krævende applikation er dannelsen af batterikabinetter i magnesium-aluminiumslegering - store, dybe, strukturelt komplekse kabinetter, der beskytter battericelle-arrays og samtidig bidrager til køretøjets samlede vægtbudget. Disse komponenter kræver dybtrækningsforhold over 2,5:1 (forholdet mellem emnediameter og stansediameter), hvilket skubber materialet til dets duktilitetsgrænser og kræver exceptionel matricekonstruktion for at undgå flangerevner eller overdreven vægudtynding.
Minimering af materialeudtynding på tværs af den trukne væg er afgørende for batterihuse, fordi ensartet vægtykkelse direkte påvirker strukturel stivhed og kollisionsydelse. Matricedesignere adresserer dette gennem adskillige koordinerede strategier: optimering af punch-næseradius for at fordele spændingen mere jævnt, implementering af variable emneholderkraft-profiler (BHF), der øger trykket gradvist, efterhånden som trækdybden øges, og anvendelse af flertrins-tegningssekvenser for særligt dybe geometrier i stedet for at forsøge at forme en enkelt operation.
Skiftet mod letvægtning har også drevet vedtagelsen af modulære matricestrukturer i EV-programmer. I stedet for at bearbejde en monolitisk dyseblok, bruger modulære design udskiftelige skær til områder med høj slid, såsom dyseindgangsradier og stansehjørner. Denne tilgang reducerer værktøjsomkostningerne pr. køretøjsprogram med 20-35 % i scenarier med høj volumen, da slidte skær kan udskiftes uden at skrotte hele matricesættet. Modulære matricer muliggør også hurtigere tilpasning, når designgentagelser forekommer under EV-udviklingscyklussen, som har en tendens til at bevæge sig hurtigere end traditionelle bilprogrammer.
Blank Holder Force Control: Forebygger rynker og revner på samme tid
Blankholderkraft er den mest indflydelsesrige procesvariabel i dybtrækning, og dens korrekte kalibrering er det, der adskiller en stabil produktionsproces fra én, der er tilbøjelig til at skrote. For lidt BHF gør det muligt for flangen at spænde under tryk i omkredsen, hvilket producerer rynker, der ikke kan udjævnes ved efterfølgende operationer. For meget BHF forhindrer metal i at strømme ind i matricehulrummet, hvilket forårsager trækbrud i væggen - typisk ved stanseradius, hvor materialet er tyndest.
For aluminiumslegering plader, er det acceptable BHF-vindue smallere end for lavkulstofstål, fordi aluminium har en lavere tøjningshærdningseksponent og er mere følsomt over for lokaliseret udtynding. Moderne biler dybtegningsmatricer løse dette med hydrauliske eller servostyrede emneholdere, der dynamisk kan justere trykket i realtid baseret på feedback fra vejeceller indlejret i matricestrukturen. Denne lukkede kredsløbskontrol er især værdifuld, når man trækker komponenter af magnesium-aluminiumslegering ved forhøjede temperaturer, hvor materialestrømningsspændingen ændres kontinuerligt, når emnet afkøles under slaget.
Følgende faktorer skal afbalanceres ved indstilling af emneholderparametre for en ny dybtrækningsoperation:
- Materiale flydespænding og forlængelse: Legeringer med højere styrke kræver større BHF for at forhindre rynker, men er samtidig mere sårbare over for revner, hvilket kræver strammere kontrolbåndbredde.
- Blank geometri og tegnedybde: Ikke-cirkulære emner - almindelige i dørpaneler og batterihuse - udvikler uensartede flangespændingsfordelinger, hvilket kræver segmenterede eller variabel geometriske emneholdere.
- Smørefilmtykkelse: Tykkere smørefilm reducerer friktionen og sænker den nødvendige BHF for at forhindre galning, men overdreven smøring kan forårsage hydroplaning-effekter, der destabiliserer metalstrømmen.
- Trykslagshastighed: Højere stemplingshastigheder øger belastningshastighederne, hvilket påvirker aluminiums strømningsspænding og indsnævrer det sikre BHF-område - en kritisk overvejelse, når der skaleres fra prototype til masseproduktionspresselinjer.
Simuleringsdrevet dyseudvikling og intelligent overvågning i masseproduktion
Moderne udvikling af motorkøretøjer er ikke længere afhængig af fysisk afprøvning alene. Finite element-analyse (FEA)-baseret formningssimulering - ved hjælp af softwareplatforme såsom AutoForm eller Dynaform - giver matriceingeniører mulighed for virtuelt at teste formningsbetingelser, før et enkelt stykke værktøjsstål skæres. Simulering forudsiger nøjagtigt udtyndingsfordeling, rynkerisikozoner, tilbagespringsstørrelse og krav til dannelseskraft, hvilket gør det muligt for designere at optimere stansegeometri, dyseindgangsradius og BHF-profiler beregningsmæssigt. For aluminiumslegering komponenter med kompleks krumning, simulering kan reducere fysiske prøvegentagelser med 40-60 %, hvilket komprimerer tidslinjerne for udviklingen af formen betydeligt.
Når matricer kommer ind i masseproduktion, opretholder intelligente overvågningssystemer processtabilitet over tusindvis af slag pr. skift. Akustiske emissionssensorer detekterer begyndelsen af gnidning eller overfladeskår, før det bliver synligt. Strain gauge arrays i matricestrukturen sporer kraft i realtid, markerer afvigelser, der indikerer råemnematerialevariation eller smøremiddelnedbrud. Vision-systemer udfører 100 % optisk inspektion af trukne dele umiddelbart efter udkastning, måler kritiske dimensioner mod CAD-nominelle værdier og markerer automatisk dele uden for tolerance til fjernelse, før de når nedstrøms samling.
Denne integration af simulering og in-press overvågning afspejler en bredere brancheovergang: dybtegningsmatricer er ikke længere passivt værktøj, men aktive komponenter i et datadrevet produktionssystem. For bil- og el-producenter, der forpligter sig til produktionsmål uden defekter, er investering i simuleringsvaliderede matricedesigns og sensorudstyret produktionsværktøj ikke en førsteklasses mulighed – det er et konkurrencedygtigt basiskrav, da industrien accelererer sit skift mod letvægtning med avanceret aluminiumslegering materialer.

Forrige indlæg
Stemplingsdele til autostole: Guide til kvalitet og pasform
Næste indlæg
Metalstemplingsdele: typer og anvendelser
Vores Produkter.
Start din virksomhed med en OEM-producent lige her!
Forsyn globale kunder med komplette nøglefærdige løsninger
igennem
innovation!
HURTIGE LINKS
NYHEDER
KONTAKTINFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheder forbeholdes. Brugerdefineret stempling Producenter af metalstempling
