-
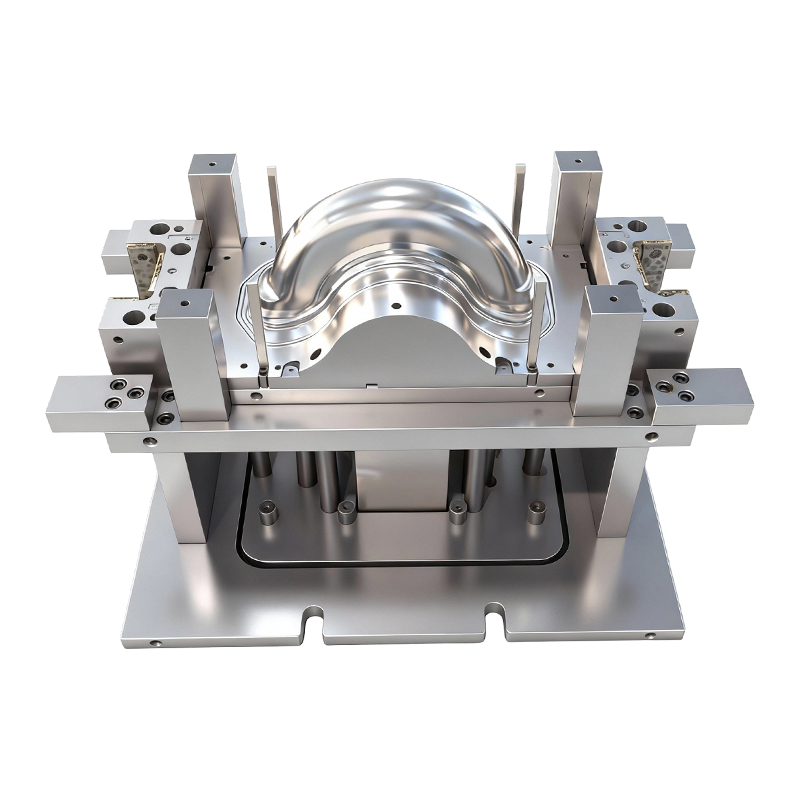
Dybttrækningsform til for- og baghjul på tohjulede elbiler
Denne dybtræksform til for- og baghjul på to-hj...
-
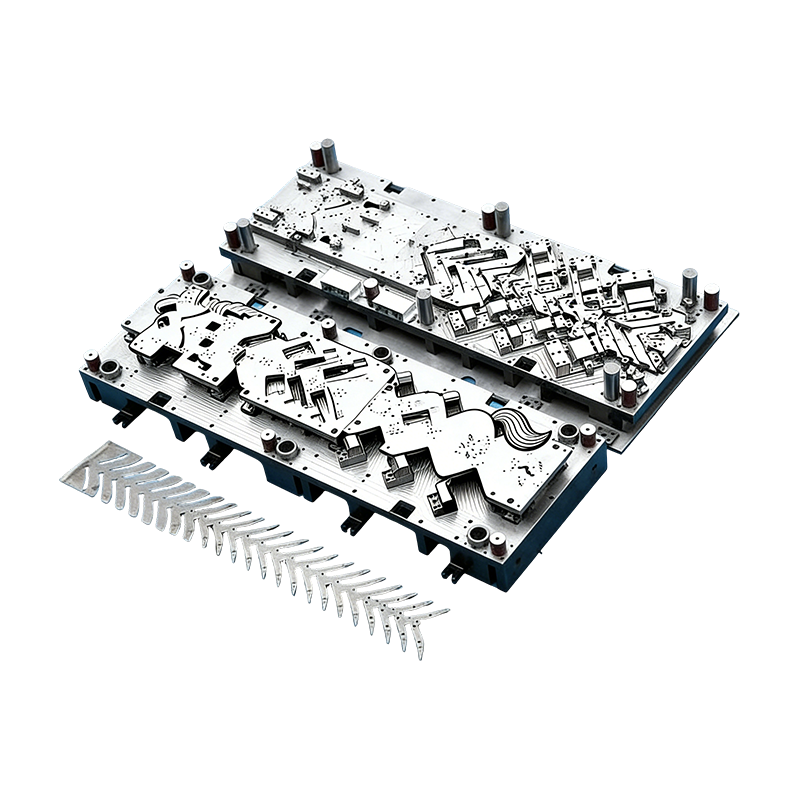
Progressive forme til bildele
Denne kontinuerlige form til bilmotorhuse er ud...
-
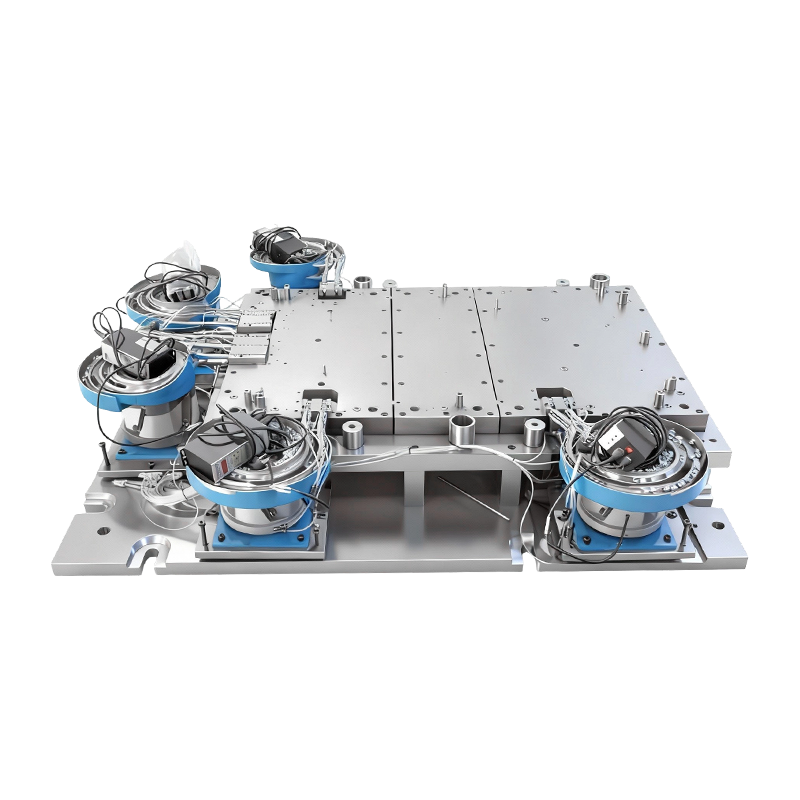
Automatisk nitteform til stor computermaskinebase
Denne automatiske nitteform til stor computerma...
-
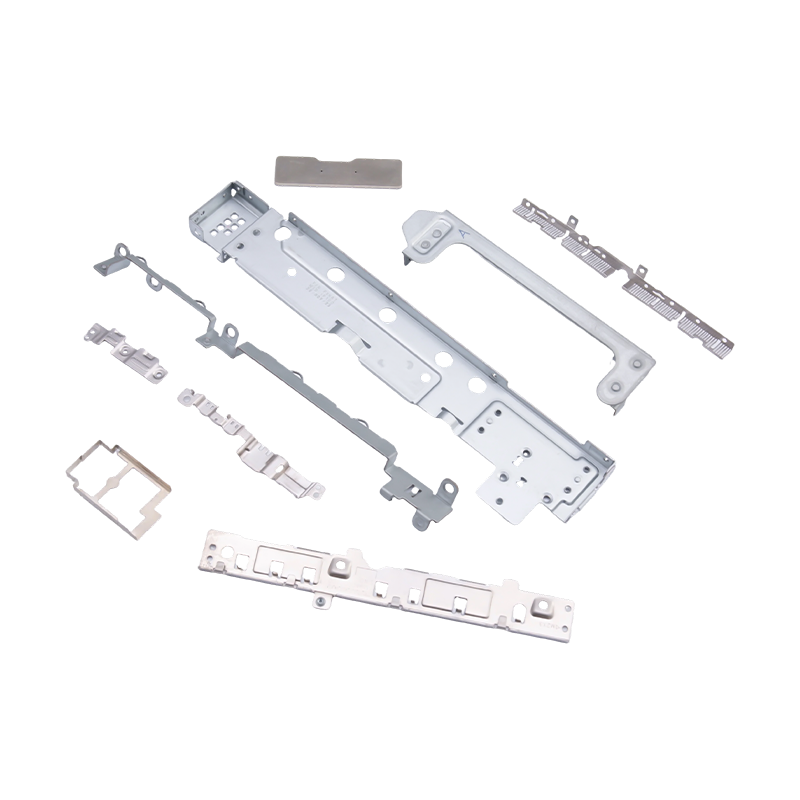
Små stemplede dele til bærbare computere og mobiltelefoner
Som essentielle interne komponenter til moderne...
-
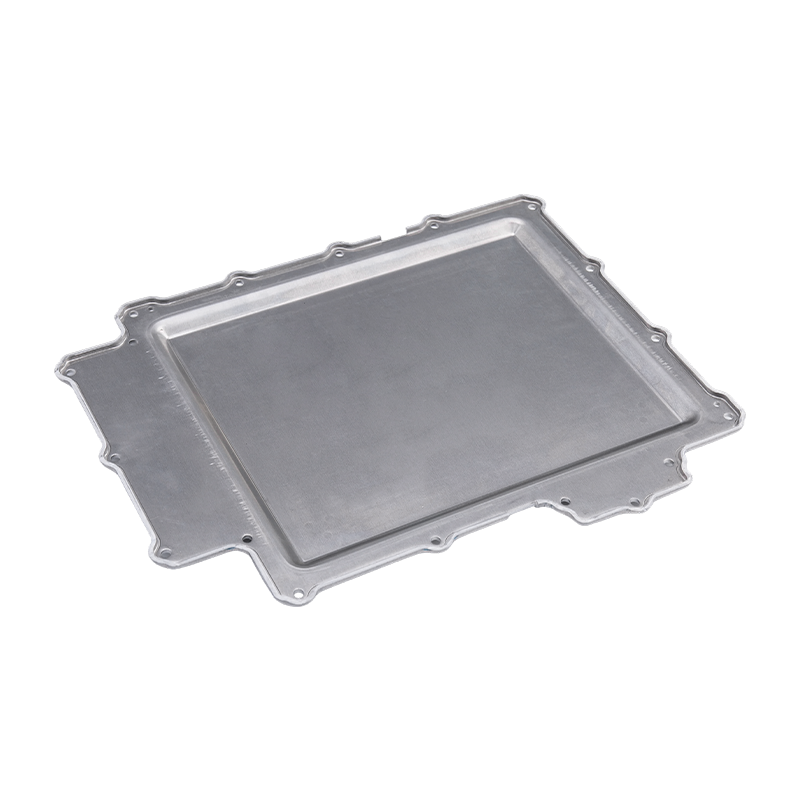
Stemplingsdele til batteridæksel
Vores stemplingsdele til batteridæksel er præci...
-
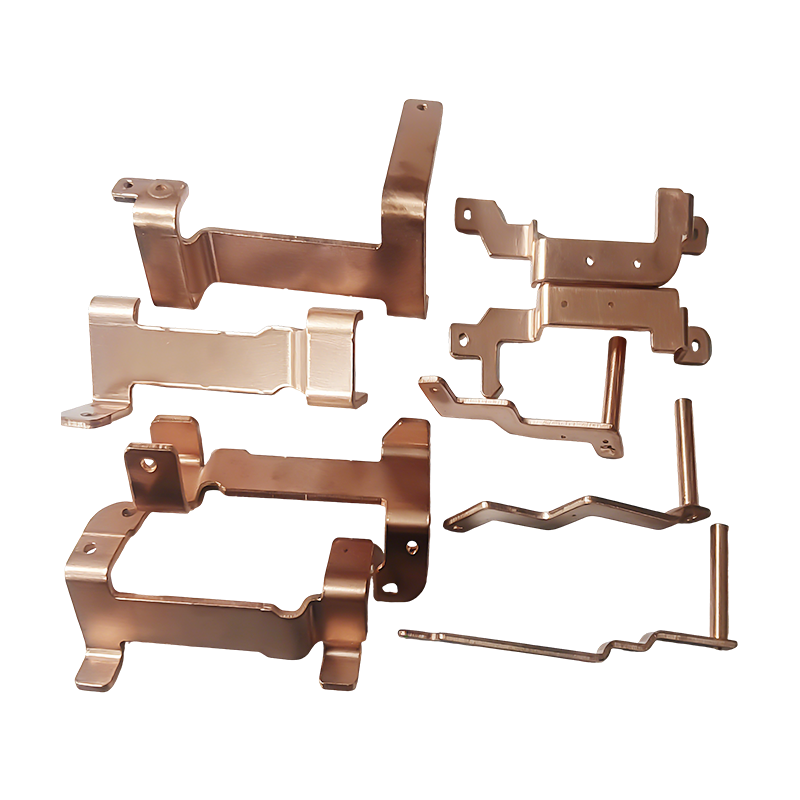
Nyt energikøretøj til stempling af kobberskinnedele
Nye energikøretøjs kobberskinne-stemplingsdele ...
Industri nyheder
Hjem / Nyheder / Industri nyheder / Fra karosseripaneler til batterihuse: teknikken bag dybtrækkende dybdrejninger til biler
Fra karosseripaneler til batterihuse: teknikken bag dybtrækkende dybdrejninger til biler
2026-04-21
Hvad er automotive stemplet, og hvordan virker de
Automotive stemplingsmatricer er præcisionsværktøjssystemer, der bruges til at forme flade metalplader til komplekse tredimensionelle komponenter gennem kontrolleret plastisk deformation. Blogt de forskellige typer, tegningsmatricer and dybtegningsmatricer er de mest kritiske til fremstilling af hule eller skålformede dele - fra yderpaneler til døre og hætter til batterikabinetter og strukturelle forstærkninger.
Dybtrækningsprocessen fungerer ved at trykke et fladt metalemne ind i et matricehulrum ved hjælp af en stanse, mens en emneholder anvender kontrolleret kraft for at styre metalstrømmen og forhindre defekter. I modsætning til overfladisk formning opnår dybtrækning et trækforhold - forholdet mellem emnediameter og stansediameter - der almindeligvis overstiger 2,5:1, hvilket muliggør produktion af væsentligt dybere dele i forhold til deres bredde. Denne evne er essentiel for bilapplikationer, hvor kompleks geometri og strukturel integritet skal eksistere side om side.
En komplet matricesamling omfatter typisk fire hovedkomponenter:
- Den slag , som fysisk deformerer metalemnet nedad i hulrummet
- Den dø (hunform), som definerer den ydre form og dimensioner af den dannede del
- Den blank holder , som udøver justerbart tryk på metalpladeflangen for at styre materialestrømmen
- Den dø set (base- og styresamling), som sikrer præcis justering og repeterbarhed på tværs af produktionscyklusser
Sammen skal disse komponenter konstrueres med toleranceniveauer, der typisk holdes på ±0,02 mm , der sikrer dimensionel nøjagtighed på tværs af højvolumenproduktion, der kan nå op på hundredtusindvis af dele om året.
Nøgledesignkriterier for højtydende dybttrækningsmatricer
At designe effektive dybtræksmatricer til brug i biler kræver afbalancering af flere konkurrerende tekniske krav. Dårligt design fører til revner, rynker, tilbagespring eller for tidligt slid på værktøjet - alt dette øger direkte produktionsomkostningerne og nedetiden. Følgende parametre er centrale for at opnå ensartet, fejlfri output.
Blank Holder Force Control
Blank holder force (BHF) er en af de mest indflydelsesrige variabler i dybtegningsprocessen. Utilstrækkelig BHF får metalpladen til at bøje og rynke, når den flyder indad; overdreven BHF begrænser materialeflowet og fører til rivning eller revnedannelse i stanseradius. Modernee stemplet til biler brug hydrauliske eller servostyrede emneholdere, der er i stand til dynamisk at justere trykket gennem hele slagcyklussen - ofte varierende fra 20% til 80% af maksimal kraft afhængigt af formningsdybde og materialetype.
Overfladefinish og friktionsreduktion
Matriceoverflader i kontakt med metalpladen skal opnå en ultraglat finish for at minimere friktionsinduceret udtynding og gnidning. Branchestandarder for høj ydeevne dybtegningsmatricer kræver en overfladeruhed på Ra ≤ 0,05μm opnås gennem polering, hårdforkromning eller fysisk dampaflejring (PVD) belægninger såsom TiCN eller DLC (diamantlignende carbon). Disse belægninger forlænger også værktøjets levetid betydeligt, hvilket reducerer udskiftningsintervallerne i masseproduktionsmiljøer.
Modulær værktøjsarkitektur
Modulære matricestrukturer tillader individuelle komponenter - såsom stanser, indsatser eller emneholdersegmenter - at blive udskiftet uafhængigt i stedet for at kræve fuld udskiftning af matrice. For automotive OEM'er, der kører flere modelvarianter på delte platforme, reducerer modularitet værktøjsinvesteringer med 25-40 % og forkorter omstillingstiden fra timer til minutter. Denne designtilgang forenkler også vedligeholdelsesplanlægning og muliggør hurtigere tilpasning til tekniske ændringsordrer (ECO'er).
Anvendelser i traditionelle køretøjer vs. elektriske køretøjer
Mens den grundlæggende mekanik for dybtegning forbliver konsekvent, er de specifikke krav til traditionelle køretøjer og elektriske køretøjer (EV'er) væsentlige forskellige - hvilket afspejler forskelle i materialer, geometrier og strukturelle prioriteter.
| Parameter | Traditionelle køretøjer | Elektriske køretøjer |
|---|---|---|
| Primære materialer | Blødt stål, HSLA stål | Aluminiumslegering, magnesium-aluminiumslegering |
| Typisk tegningsforhold | 1,8:1 – 2,2:1 | 2,5:1 og derover |
| Nøgleformede komponenter | Dørpaneler, emhætter, bagagerumslåg | Batterihuse, motorhuse, gulvbakker |
| Tolerancekrav | ±0,05 mm (kropspaneler) | ±0,02 mm (battery enclosures) |
| Den materielle udfordring | Slidstyrke ved stålformning | Forebyggelse af stød med bløde legeringer |
Til el-specifikke applikationer, tegningsmatricer designet til batterikabinetter i magnesium-aluminiumslegering står over for unikke udfordringer. Disse letvægtslegeringer har lavere duktilitet end stål og er mere tilbøjelige til tilbagespring og overfladeskår. Dyser til disse komponenter er typisk konstrueret med opvarmet værktøj (varmformning ved 200-300°C) for at forbedre materialeflowet sammen med specialiserede smøremiddeltilførselskanaler integreret i matricestrukturen for at opretholde ensartede friktionsforhold over lange produktionsserier.
Simuleringsteknologier og intelligent overvågning i matriceteknik
Modern stemplet til biler udvikles i samarbejde med avancerede simuleringsplatforme, før der produceres fysisk værktøj. Finite element analyse (FEA) software - inklusive værktøjer som AutoForm, Pam-Stamp og LS-DYNA - giver ingeniører mulighed for praktisk talt at simulere hele formningsprocessen, forudsige udtyndingsfordeling, rynkerisikozoner, tilbagespringsstørrelse og krav til emneholderens tryk med høj nøjagtighed.
En typisk simuleringsarbejdsgang for en kompleks dybtegnet komponent inkluderer:
- Materiale karakterisering input — flydespænding, n-værdi (strækhærdningseksponent), r-værdi (plastisk anisotropiforhold) for den specifikke legering og temperament
- Forming limit diagram (FLD) analyse — identifikation af sikre, marginale og fejlzoner inden for den dannede del
- Springback kompensation modellering — forudsigelse af elastisk genopretning og prækompenserende matricegeometri for at opnå endelig nettoform
- Prøv virtuel iteration — reduktion af fysiske prøvecyklusser fra 10-15 til mindre end 5 pr. del, hvilket sparer betydelige tid- og materialeomkostninger
Ud over design er intelligente overvågningssystemer i stigende grad integreret i produktionen dybtegningsmatricer sig selv. Piezoelektriske kraftsensorer måler fordeling af emneholderens kraftfordeling i realtid, mens akustiske emissionssensorer registrerer tidlige tegn på gnidning eller revner, før defekte dele produceres. Data fra disse sensorer føres ind i produktionsudførelsessystemer (MES), hvilket muliggør processtyring i lukket kredsløb, der justerer presseparametrene dynamisk - opretholdelse af dimensionsstabilitet, selvom materialebatchegenskaberne varierer mellem spolepartier.
Materialevalg og overfladebehandling for lang værktøjslevetid
Levetiden på tegningsmatricer i højvolumen bilproduktion er en kritisk økonomisk faktor. Et typisk karosseripanelmatricesæt kan forventes at producere 500.000 til 1.000.000 dele, før det kræver større renovering. For at opnå dette kræver omhyggelig udvælgelse af matricematerialer og overfladebehandlinger afstemt efter emnets materiale og produktionsvolumen.
Almindelige matricematerialer, der bruges til bilstempling, omfatter:
- Duktilt støbejern (GGG70L) — omkostningseffektiv til matricer med lavt til medium volumen, god bearbejdelighed, men lavere hårdhed (58-62 HRC efter behandling)
- Værktøjsstål (D2, DC53) — højere hårdhed og slidstyrke, foretrukket til højvolumenstålformningsmatricer
- Hårdmetal skær — påføres i kontaktzoner med meget slid, såsom dysradier og trækperler, hvilket forlænger den lokale levetid med 3-5× sammenlignet med værktøjsstål alene
- Aluminium bronze legeringer — bruges til matricer, der danner emner af aluminium eller magnesium, der forhindrer gnidning på grund af uens materialeparring
Overfladebehandlinger påført efter bearbejdning og varmebehandling forbedrer ydeevnen yderligere. Nitrering øger overfladens hårdhed til 70 HRC, samtidig med at kernens sejhed bevares. PVD-belægninger såsom TiAlN tilbyder en hårdhed, der overstiger 3.000 HV og reducerer friktionskoefficienter fra ~0,15 til under 0,05 - direkte oversat til reduceret udtynding i EV-letvægtskomponenter, hvor ensartet vægtykkelse er afgørende for batterihusforsegling og strukturel ydeevne.
Tilpasning af automotive stemplet til letvægts- og højstyrketrends
Bilindustriens accelererende skift mod letvægtning – drevet af både effektivitet og emissionsbestemmelser for elbiler – omformer grundlæggende kravene til stemplet til biler . Avancerede højstyrkestål (AHSS) med trækstyrker over 1.000 MPa samt 6xxx- og 7xxx-seriens aluminiumslegeringer erstatter i stigende grad konventionelt blødt stål i strukturelle applikationer. Disse materialer kræver betydeligt højere formningskræfter, mere præcis BHF-kontrol og forbedrede tilbagespringskompensationsstrategier sammenlignet med deres forgængere.
For producenter, der leverer matricer til dette udviklende marked, har reaktionen været multi-direktionel. Matricestrukturer bliver redesignet med højere stivhed for at modstå øgede formningsbelastninger uden afbøjningsinducerede dimensionsfejl. Køle- og varmekanaler integreres i matricelegemer for at muliggøre varm- eller varmformning af aluminium og borstål. Og simulationsdrevne afprøvningsprocesser komprimerer udviklingstidslinjer, selv når en del kompleksitet øges.
I sidste ende, dybtegningsmatricer for næste generation af biler og elbiler skal komponenter samtidig levere snævrere tolerancer, længere levetid, hurtigere opsætning og kompatibilitet med et bredere udvalg af avancerede materialer. Opnåelse af denne balance kræver en integreret ingeniørtilgang – der kombinerer præcisionsfremstilling, avancerede belægninger, procesovervågning i realtid og materialevidenskabelig ekspertise – der placerer dybtrækkerteknologien som en kernemuliggører for bilindustriens transformation.

Forrige indlæg
Metalstemplingsdele: typer og anvendelser
Næste indlæg
Hvorfor erstatter aluminiumslegering stål i elektroniske stemplingsdele?
Vores Produkter.
Start din virksomhed med en OEM-producent lige her!
Forsyn globale kunder med komplette nøglefærdige løsninger
igennem
innovation!
HURTIGE LINKS
NYHEDER
KONTAKTINFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheder forbeholdes. Brugerdefineret stempling Producenter af metalstempling
