-
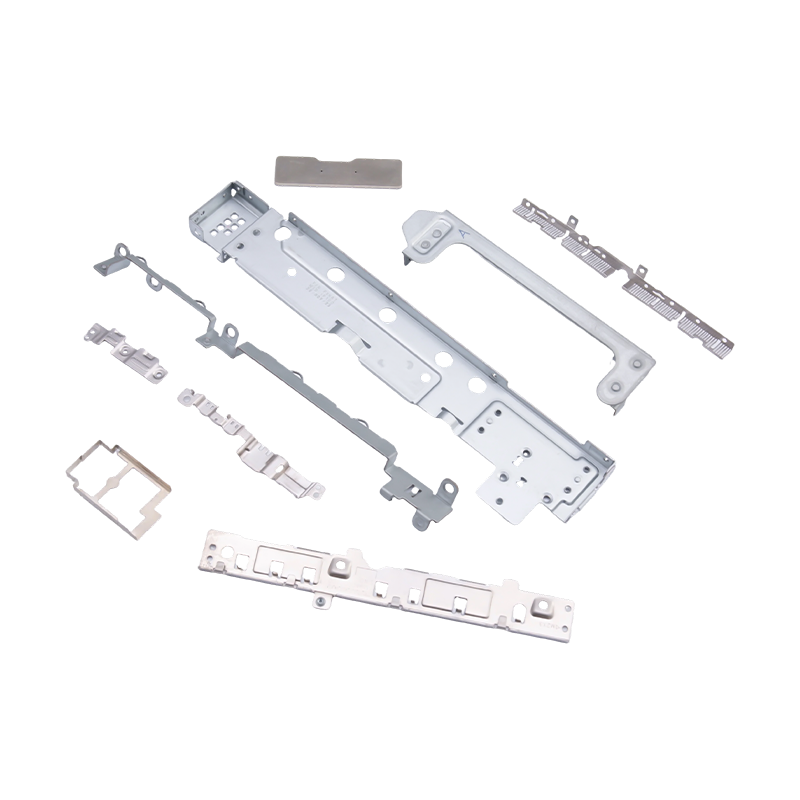
Små stemplede dele til bærbare computere og mobiltelefoner
Som essentielle interne komponenter til moderne...
-
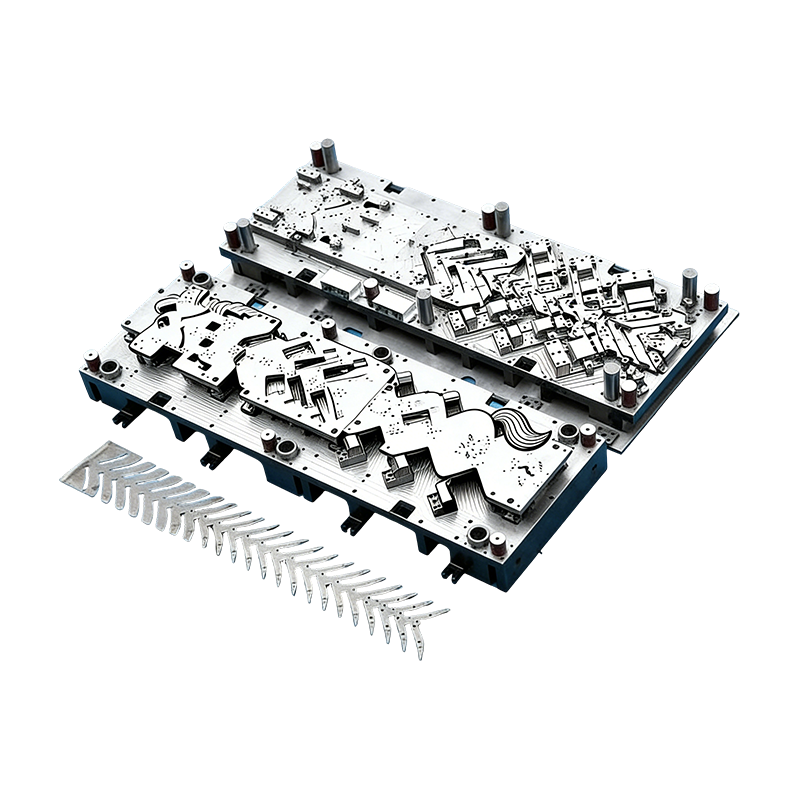
Progressive forme til bildele
Denne kontinuerlige form til bilmotorhuse er ud...
-
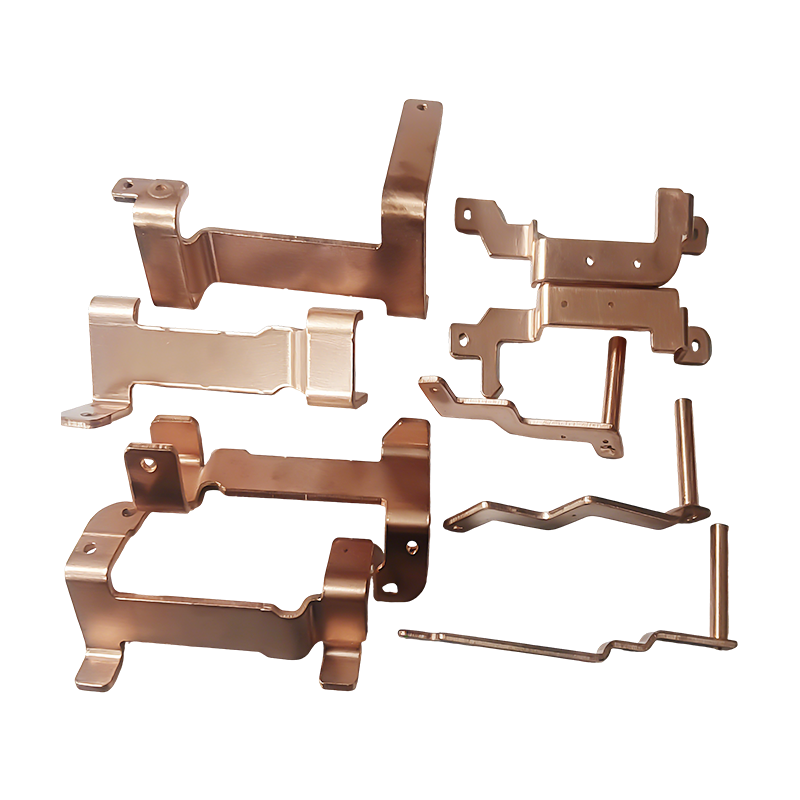
Nyt energikøretøj til stempling af kobberskinnedele
Nye energikøretøjs kobberskinne-stemplingsdele ...
-
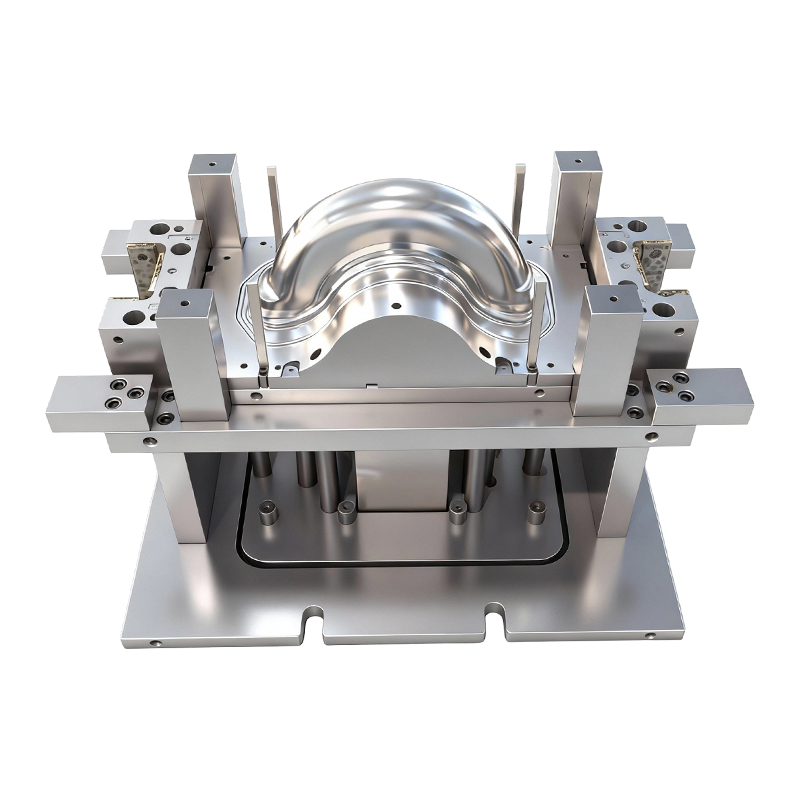
Dybttrækningsform til for- og baghjul på tohjulede elbiler
Denne dybtræksform til for- og baghjul på to-hj...
-
Stemplingsdele til batteridæksel
Vores stemplingsdele til batteridæksel er præci...
-
Små automotive dele progressive die stempling dele
Vores progressive formstemplingsdele til små au...
Industri nyheder
Vejledning til metalstempling og tegning af dele
2026-03-23
Hvad er metalstemplingsdele, og hvordan er de lavet
Metal stempling dele er præcisionsformede metalkomponenter fremstillet ved at påføre kontrolleret kraft gennem en stansepresse for at deformere metalplader til en defineret form ved hjælp af hærdede værktøjsstålmatricer. Processen omfatter en familie af operationer - blanking, gennemboring, bukning, formning, prægning og prægning - som kan udføres individuelt i enkelttrins-matricer eller kombineret i progressive eller transfer-matricer, der fuldfører flere operationer i et enkelt tryk. Resultatet er en komponent med ensartet geometri, snævre dimensionelle tolerancer og overfladefinishkarakteristika, der udelukkende bestemmes af formdesignet frem for operatørens færdigheder, hvilket gør stempling til en af de mest gentagelige og skalerbare metalformningsprocesser, der er tilgængelige for producenter.
Økonomien ved metalstemplingsdele er drevet af matriceamortisering på tværs af høje produktionsvolumener. Når først værktøjsinvesteringen er foretaget, falder prisen pr. styk for stemplede komponenter hurtigt med volumen - hvilket gør stempling til den dominerende formgivningsproces for enhver applikation, der kræver tusinder eller millioner af identiske metalkomponenter. For producenter af husholdningsapparater, der producerer millioner af enheder årligt, og automotive OEM'er med modelkørsler i hundredtusindvis, er fordelen ved stempling frem for bearbejdning eller støbning afgørende. Ensartet tykkelse og snævre tolerancer opretholdes automatisk af matricegeometrien, hvilket eliminerer den dimensionelle variation, der kræver manuel inspektion og sortering i mindre præcise fremstillingsmetoder.
Metaltegningsdelprodukter: Procesprincipper og -evner
Metaltegningsdelprodukter fremstilles gennem dybtrækning - en stemplingsunderproces, hvor et fladt metalpladeemne trækkes radialt ind i en formningsmatrice ved den mekaniske påvirkning af et stempel, hvilket skaber en hul, sømløs komponent med en dybde, der overstiger dens diameter. Dybtrækning er processen bag cylindriske dåser, kopper, skaller, huse og kabinetter på tværs af stort set enhver fremstillingsindustri. I modsætning til bøjnings- eller stanseoperationer, der skærer eller folder materiale, deformerer dybtrækning metallet plastisk ved at forårsage en kontrolleret materialestrøm fra flangeområdet ind i matricehulrummet, hvilket omdanner flad plade til tredimensionel form uden materialefjernelse.
Kvaliteten af produkter til metaltrækkedele afhænger af den præcise styring af flere interagerende procesparametre: emneholderkraft, stansehastighed, smøring, materialets duktilitet og trækforholdet - forholdet mellem emnediameter og stansediameter. Overskridelse af materialets begrænsende trækforhold uden mellemudglødning forårsager rynkning, rivning eller uensartet vægtykkelse, der gør delen ubrugelig. Moderne dybtegningsoperationer bruger finite element-simulering under matricedesignet til at forudsige materialeflow og optimere procesparametre, før der skæres i noget værktøj, hvilket væsentligt reducerer udviklingstiden og skrotet forbundet med empiriske trial-and-error-tilgange.
Nøgleforskelle mellem stempling og dyb tegning
- Del geometri — Metalstemplingsdele er typisk flade eller fladt formede komponenter fremstillet i et enkelt trykslag, mens metaltrækkedele er hule, tredimensionelle skaller fremstillet gennem progressiv materialestrøm over et eller flere træktrin.
- Materialee spændingstilstand — Stempling udsætter primært materiale for træk-, tryk- eller bøjningsspændinger i pladens plan. Dybtrækning skaber en kompleks biaksial spændingstilstand - træk i væggen, tryk i flangen - der kræver materialer med høj forlængelse og lavt flyde-til-trækstyrkeforhold for vellykket formning.
- Værktøjskompleksitet — Dybttrækningsmatricer kræver præcis spillerumskontrol mellem stempel og matrice, emneholdersystemer og ofte flere gentrækningstrin for dybe komponenter, hvilket gør værktøj mere komplekst og dyrt end stansematricer med tilsvarende volumen til fladformede dele.
- Krav til overfladefinish — Metaltræksdele, der anvendes i synlige applikationer — såsom apparathuse eller kosmetisk emballage — kræver omhyggelig smørestyring og formoverfladefinishing for at forhindre værktøjsmærker, skævhed og appelsinskal-tekstur på den trukne overflade.
Materialer, der bruges til metalstempling og tegning
Materialevalg til metalstemplingsdele og metal tegning del produkter er en af de mest konsekvensbeslutninger i komponentudviklingsprocessen. Det valgte materiale skal opfylde applikationens mekaniske egenskabskrav, formbarhedskravene til stempling eller tegneprocessen, overfladefinishkravene for den færdige del og produktionsprogrammets omkostningsbegrænsninger. Følgende materialer tegner sig for det store flertal af stemplede og tegnede komponenter på tværs af industrisektorer.
| Material | Nøgleegenskaber | Typiske applikationer |
| Lavt kulstofstål (DC01-DC06) | Fremragende formbarhed, lav pris, svejsbar | Apparatpaneler, beslag, kropsforstærkninger |
| Højstyrkestål (HSS/AHSS) | Høj flydespænding, stødenergiabsorption | Automotive strukturelle og sikkerhedskomponenter |
| Galvaniseret / elektrogalvaniseret stål | Korrosionsbestandighed, kan males | Vaskemaskine baljer, køleskabsrammer |
| Rustfrit stål (304, 430) | Korrosionsbestandighed, hygiejnisk overflade | Apparatets indre liners, fødevareudstyr |
| Aluminiumslegering (1xxx, 3xxx, 5xxx) | Letvægts, korrosionsbestandig | Karrosseripaneler til biler, varmevekslere |
| Kobber og messing | Elektrisk ledningsevne, formbarhed | Elektriske kontakter, stik, klemmer |
Metal stempling dele i husholdningsapparater fremstilling
Fremstilling af husholdningsapparater er en af de største og mest krævende anvendelsessektorer for metalstempling. Hver større apparatkategori - køleskabe, vaskemaskiner, klimaanlæg, opvaskemaskiner og madlavningsapparater - indeholder snesevis til hundredvis af stemplede komponenter, der udfører strukturelle, funktionelle og æstetiske roller samtidigt. Den dimensionelle konsistens, som stempling leverer, er essentiel i apparatmontering, hvor komponenter fra flere leverandører skal passe sammen inden for snævre montagetolerancer på højhastighedsproduktionslinjer.
Køleskabe
Køleskabsdørammer er blandt de mest dimensionelt kritiske stemplingsdele i apparatfremstilling. Dørrammen skal opretholde fladhed og rethed inden for snævre tolerancer for at sikre ensartet kontakt med dørpakningen over hele dens omkreds - et krav, der er direkte forbundet med køleskabets energieffektivitetsklassificering. Enhver dimensionsafvigelse, der skaber pakningsgab, resulterer i kold luftlækage, øget kompressordriftstid og energiforbrug over den certificerede rating. Stampings evne til at holde disse tolerancer konsekvent på tværs af højvolumenproduktion er det, der gør det til den eneste praktiske fremstillingsmetode til denne applikation.
Vaskemaskiner
Vaskemaskinens indvendige karbeslag er stemplingsdele, der skal modstå betydelige dynamiske belastninger - centrifugalkræfter under centrifugering kan nå op på flere hundrede kilogram - samtidig med at præcise positionsforhold mellem karret, tromlelejerne og motorenheden opretholdes. Beslagets dimensionelle nøjagtighed påvirker direkte vibrationsbalancen under højhastighedsspinning, hvilket igen bestemmer støjniveauer, lejelevetid og strukturel udmattelseslevetid for hele maskinen. Stemplede beslag produceret med ensartet tykkelse og snævre tolerancer eliminerer samlingsvariationen, der ellers ville kræve individuelle balanceringsjusteringer på hver enhed.
Klimaanlæg
Klimaanlæggets chassis bruger stemplingsdele til stabil bærende og præcis montering af kompressoren, ventilatormotoren, varmeveksleren og elektriske komponenter. Chassiset skal bevare sin dimensionelle geometri gennem de mekaniske belastninger fra transport, installation og mange års vibrationer fra kompressoren og ventilatoren. Stemplet stålchassis med ensartet vægtykkelse giver det stivhed-til-vægt-forhold, der kræves til disse applikationer, uden omkostningerne ved bearbejdede eller støbte alternativer.
Automotive applikationer: Sikkerhed, præcision og ydeevne
I bilindustrien er metalstemplingsdele afgørende for sikkerhed og ydeevne på måder, der gør krav til dimensionsnøjagtighed og materialeintegritet uomsættelige. Automotive stempling specifikationer er blandt de strammeste i enhver fremstillingsindustri, med dimensionelle tolerancer på sikkerhedskritiske komponenter målt i tiendedele af en millimeter og materialeegenskabskrav verificeret gennem statistisk proceskontrol snarere end prøveudtagningsinspektion.
Bremse- og affjedringskomponenter
Bremsekaliberkomponenter repræsenterer nogle af de mest krævende applikationer til metalstemplingsdele i bilsektoren. Kaliperbeslaget og monteringshardwaren skal opretholde præcis geometri for at sikre korrekt justering af klodser, jævn fordeling af klemkraften og ensartet bremseydelse på tværs af hele området af driftstemperaturer og belastninger. Stemplingens høje dimensionelle nøjagtighed - typisk ±0,1 mm eller bedre på kritiske funktioner i produktionsværktøjer - opfylder disse krav til de mængder og omkostninger, som bilproduktionen kræver. Enhver afvigelse fra specificeret geometri i bremsekomponenter omsættes direkte til variation i bremseydelsen, der påvirker køretøjets sikkerhedscertificering.
Sædestrukturer og kropsforstærkninger
Sædebeslag og karrosseripanelforstærkninger er afhængige af stemplingens høje dimensionelle nøjagtighed for at opfylde strenge sikkerhedsstandarder for biler i kollisionspræstationstest. Sædebeslag skal bibeholde deres belastningsvejs integritet under de ekstreme kræfter, der genereres ved frontal- og sidekollisioner, hvilket sikrer, at fastholdelsesanordninger for passagerer fungerer som designet. Forstærkninger af karrosseripaneler - dørindtrængende bjælker, B-stolpe-indsatser og gulvtunnelforstærkninger - fremstilles i stigende grad af avancerede højstyrke stålprægninger, der absorberer kollisionsenergi gennem kontrolleret deformation, en adfærd, der afhænger kritisk af den præcise materialetykkelseskonsistens og geometriens nøjagtighed. Alsidigheden af metalstemplingsdele på tværs af disse sikkerhedskritiske applikationer gør dem uundværlige for pålidelig, omkostningseffektiv fremstilling i bilsektoren.
Kvalitetskontrol og tolerancestyring i stempelproduktion
Opretholdelse af dimensionel konsistens på tværs af højvolumen stempling kræver en systematisk tilgang til kvalitetskontrol, der begynder med formdesign og fortsætter gennem alle stadier af produktionen. Den dimensionelle nøjagtighed, der gør metalstemplingsdele værdifulde i samlingen - reducerer monteringshuller, reducerer produktionsomkostninger og forbedrer produktets holdbarhed - er ikke et automatisk resultat af stemplingsprocessen. Det er resultatet af disciplineret proceskontrol, der anvendes konsekvent på tværs af hele produktionsforløbet.
- Første artikelinspektion (FAI) — Fulddimensionel verifikation af de første produktionsdele i forhold til ingeniørtegningen ved hjælp af koordinatmålemaskiner (CMM) bekræfter, at matricen producerer dele inden for tolerancen, før volumenproduktionen begynder. FAI-data giver den baseline, som efterfølgende produktionsvariation måles mod.
- Statistisk proceskontrol (SPC) — Kontinuerlig overvågning af kritiske dimensioner under produktion ved hjælp af kontroldiagrammer identificerer procesdrift, før den producerer dele uden for tolerance, hvilket muliggør forebyggende værktøjsjusteringer i stedet for reaktiv skrotgenerering.
- Die vedligeholdelsesplaner — Progressivt matriceslid — især på skærekanter, bøjningsradier og trækvulster — påvirker direkte delens dimensioner. Strukturerede dysevedligeholdelsesintervaller baseret på antal dele, med dimensionskontrol ved hvert interval, forhindrer toleranceafdrift forårsaget af værktøjsslid i at nå de samlede produkter.
- Materiale indgående inspektion — Pladetykkelsesvariation, flydespændingsafvigelse og overfladetilstand påvirker alle stansedelens dimensioner og tilbagespringsadfærd. Indgående materialeverifikation mod certificerede mølletestrapporter og statistisk prøveudtagning af fysiske egenskaber forhindrer materiale-induceret dimensionsvariation i at indgå i processen.
-

Forrige indlæg
Vejledning til dybtrækkende metalstemplingsmatricer til bildele
Næste indlæg
Metalstemplingsdele til biler og husholdningsapparater: processer, materialer og kvalitetsstandarder
Vores Produkter.
Start din virksomhed med en OEM-producent lige her!
Forsyn globale kunder med komplette nøglefærdige løsninger
igennem
innovation!
HURTIGE LINKS
NYHEDER
KONTAKTINFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheder forbeholdes. Brugerdefineret stempling Producenter af metalstempling
