
-
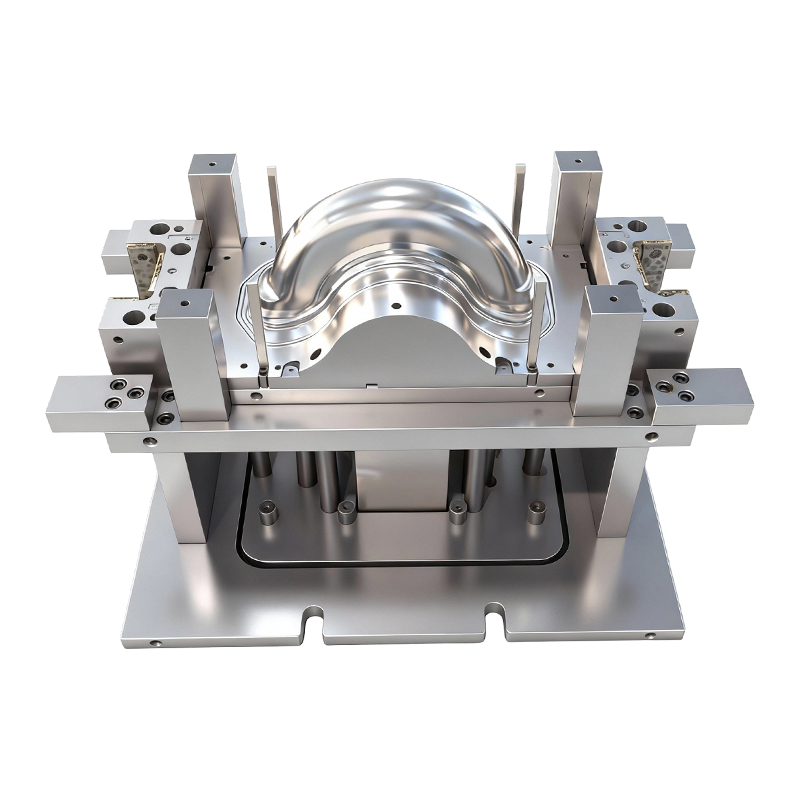
Dybttrækningsform til for- og baghjul på tohjulede elbiler
Denne dybtræksform til for- og baghjul på to-hj...
-
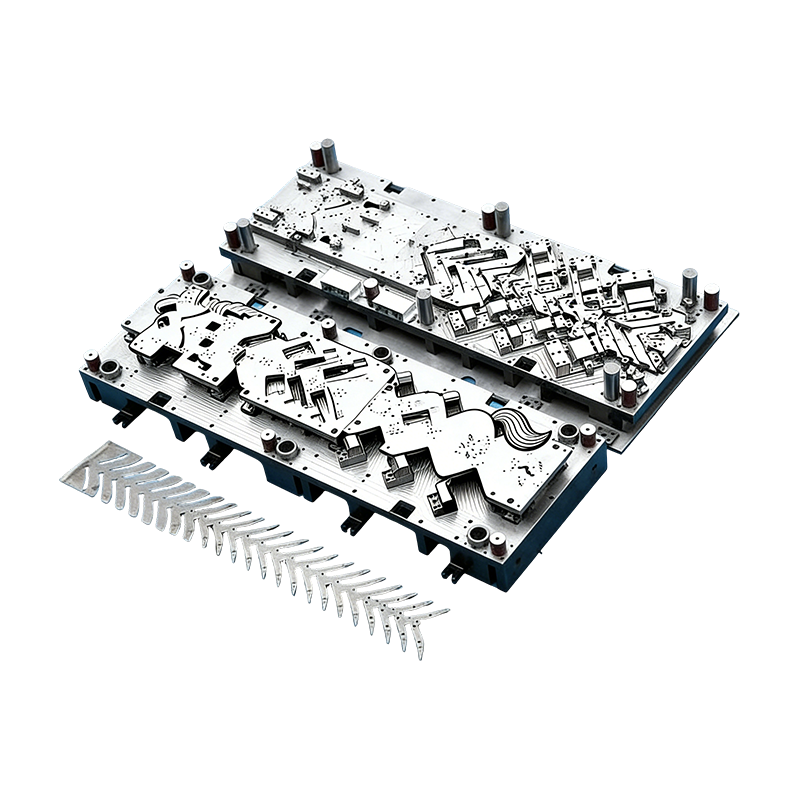
Progressive forme til bildele
Denne kontinuerlige form til bilmotorhuse er ud...
-
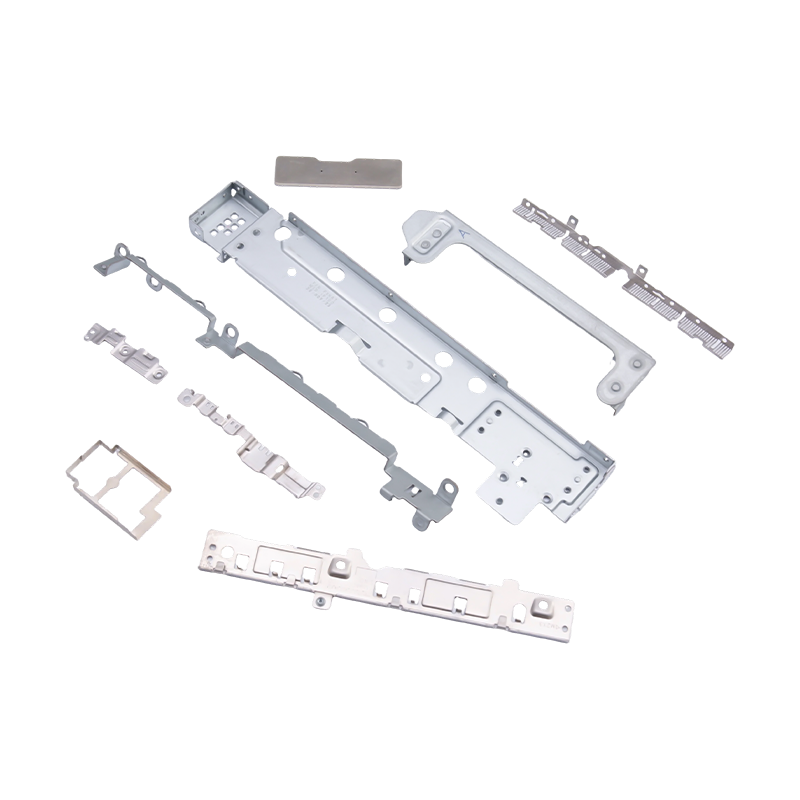
Små stemplede dele til bærbare computere og mobiltelefoner
Som essentielle interne komponenter til moderne...
-
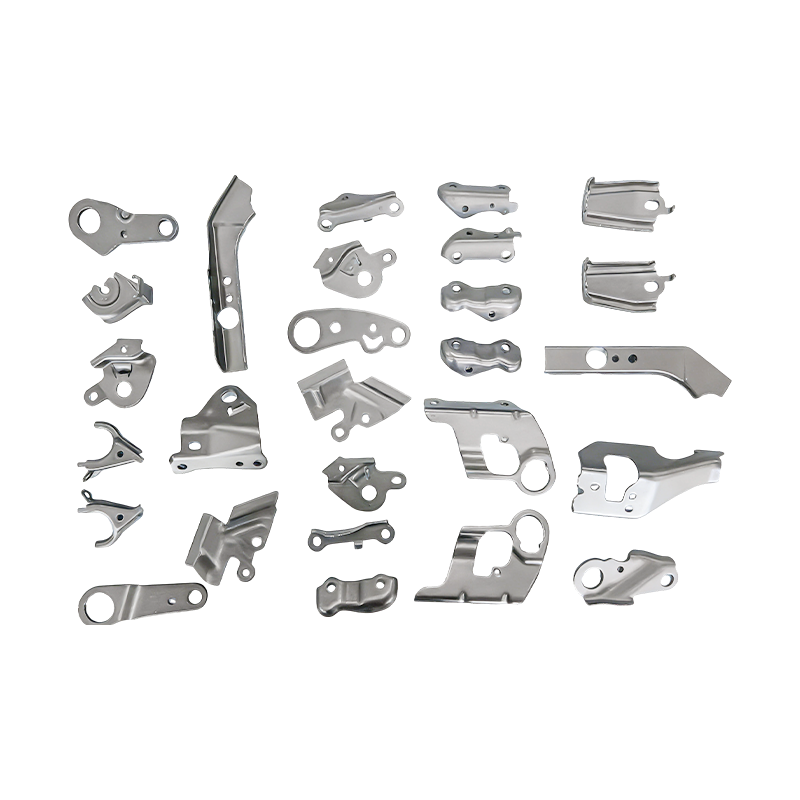
Små automotive dele progressive die stempling dele
Vores progressive formstemplingsdele til små au...
-
Automatisk nitteform til stor computermaskinebase
Denne automatiske nitteform til stor computerma...
-
Stemplingsdele til batteridæksel
Vores stemplingsdele til batteridæksel er præci...
Industri nyheder
Hjem / Nyheder / Industri nyheder / Metalstemplingsdele til biler og husholdningsapparater: processer, materialer og kvalitetsstandarder
Metalstemplingsdele til biler og husholdningsapparater: processer, materialer og kvalitetsstandarder
2026-03-16
Hvad er stempelfremstilling?
Prægefremstilling er en koldformende metalbearbejdningsproces, hvor flad metalplade føres ind i en prægepresse udstyret med et specialfremstillet matricesæt, og der påføres mekanisk eller hydraulisk kraft til at skære, bøje, tegne eller præge materialet til en præcist defineret form. Processen omfatter en bred familie af operationer - stansning, gennemboring, formning, dybtrækning, prægning og progressiv stansning - hver egnet til forskellige geometrier, materialetykkelser og produktionsvolumener. Det, der forener alle disse operationer, er den grundlæggende fordel ved stempling: evnen til at producere store mængder af dimensionelt konsistente metalstemplingsdele ved høj hastighed og lave omkostninger pr. enhed med minimalt materialespild sammenlignet med subtraktive bearbejdningsmetoder.
Moderne stemplingsfremstilling er afhængig af servodrevne og hydrauliske presser, der spænder fra 20 til over 2.000 tons kraft, parret med præcisionsværktøj fremstillet til tolerancer målt i mikrometer. Computerstøttet formdesign og simuleringssoftware giver ingeniører mulighed for at forudsige metalflow, tilbagespring og udtynding, før et enkelt stykke stål skæres, hvilket dramatisk reducerer værktøjsudviklingscyklusser og afvisningsrater for første artikel. Resultatet er en fremstillingsdisciplin, der er i stand til at levere metalstemplingsdele, der opfylder de krævende dimensionelle og strukturelle krav i sektorer så forskellige som forbrugerelektronik, husholdningsapparater og bilteknik.
Kerneprocesser inden for stempelfremstilling
At forstå de specifikke operationer, der udgør stempelfremstilling, hjælper indkøbsingeniører og produktdesignere med at vælge den mest omkostningseffektive tilgang til en given komponentgeometri og produktionsvolumen. De vigtigste proceskategorier har hver deres særskilte værktøjskrav og outputkarakteristika.
Progressiv stansning
Progressiv matricestempling fører en metalstrimmel gennem en række stationer i et enkelt matricesæt, hvor hver station udfører én operation - stansning, indhak, bøjning eller formning - efterhånden som strimlen bevæger sig frem. På det tidspunkt, hvor strimlen forlader slutstationen, adskilles fuldt udformede metalprægedele fra bærestrimlen og opsamles. Denne tilgang er yderst effektiv for små til mellemstore dele produceret i meget store mængder, såsom terminalkonnektorer, beslagsclips og apparatmonteringshardware, fordi hele sekvensen kører med pressehastighed uden manuel håndtering af dele mellem operationerne.
Dyb tegning
Dybtegning konverterer et fladt metalemne til en hul, sømløs skal ved at trykke den ind i et matricehulrum ved hjælp af et stempel. Processen er fundamental for produktionen af cylindriske og kasseformede komponenter, herunder vaskemaskinens indvendige karbeslag, drikkevaredåser og huse til brændstoftanke til biler. Materialeevalg er kritisk ved dybtrækning: Metallet skal udvise tilstrækkelig duktilitet og gunstige formningsforhold til at gennemgå den store plastiske deformation, der kræves uden at rive eller rynke. Kulstoffattigt stål, aluminiumslegeringer og rustfrit stål er de mest almindeligt dybtrukne materialer i apparat- og bilstemplingsapplikationer.
Fin blanking
Finstansning er en specialiseret stanseproces, der producerer dele med afklippede kanter af exceptionel glathed og planhed, hvilket eliminerer de sekundære efterbehandlingsoperationer, som konventionel blankning kræver. Ved at påføre et modtryk og en stiftringkraft samtidigt med afblændingskraften, holder finstansning materialet i en tilstand af trykspænding under hele skæreprocessen, hvilket producerer snitflader, der er glatte over næsten hele materialetykkelsen. Dette gør finblænding til den foretrukne proces for bremsekaliberkomponenter og sædebeslag i bilapplikationer, hvor kantkvalitet direkte påvirker udmattelseslevetid og monteringspasning.
Metal stempling dele i husholdningsapparater fremstilling
Husholdningsapparater repræsenterer et af de højeste applikationsdomæner for metalstemplingsdele. Kombinationen af strukturel kompleksitet, dimensionelle konsistenskrav og omkostningsfølsomhed i apparatfremstilling stemmer præcist overens med, hvad stempelfremstilling leverer. På tværs af produktkategorier håndterer stemplede komponenter belastningsbærende, opretnings- og kabinetfunktioner, der definerer apparatets langsigtede pålidelighed.
I køleskabe giver dørrammer fremstillet ved rulleformning og progressiv formstempling den stive omkreds, der understøtter dørens vægt, vedligeholder pakningens tætningsflader og rummer hængselfastgørelsespunkter. Dimensionsnøjagtighed i disse rammer påvirker direkte dørjustering og energieffektivitet - en dørkarm, der er uden for tolerance med selv en brøkdel af en millimeter, kan producere en pakningslækage, der øger kompressorcyklussens frekvens og energiforbrug. Vaskemaskinens indvendige karbeslag, typisk fremstillet af galvaniseret eller rustfrit stålplade, skal modstå højhastigheds rotationsubalancebelastninger og gentagne termiske cykler uden træthedsfejl. Klimaanlæggets chassispaneler danner det strukturelle skelet af udendørsenheden og holder kompressorer, ventilatorer og varmevekslere i præcist rumligt forhold, mens de modstår vibrationer og vejrpåvirkning.
Den ensartede tykkelse og snævre tolerancer af metalprægede dele reducerer monteringsspalter på tværs af alle disse applikationer, forenkler den endelige montageproces, reducerer behovet for justerbare fastgørelseselementer eller shim-operationer og forbedrer den kosmetiske kvalitet af det færdige produkt.
Metalstemplingsdele i bilapplikationer
Bilindustrien er den største enkeltforbruger af metalstemplingsdele globalt, med et typisk passagerkøretøj, der indeholder flere hundrede individuelle stemplede komponenter lige fra karrosseripaneler målt i kvadratmeter til præcisionsbremsekomponenter målt i millimeter. Fremstilling af bilstempler opererer under de strengeste dimensionelle og mekaniske egenskabsstandarder for enhver kommerciel anvendelse, fordi konsekvenserne af komponentfejl omfatter passagersikkerhed og overholdelse af lovgivning.
Karosseripanelforstærkninger - de indvendige strukturelle elementer, der afstivner dørbeklædninger, tagpaneler og hættesamlinger - er fremstillet gennem en kombination af dybtrækning, strækformning og genangreb. Disse komponenter skal opnå præcis konturgeometri for at sikre korrekt pasform med ydre paneler og nøjagtig svejseflangepositionering til krop-i-hvid samling. Højstyrkestål og avancerede højstyrkestålkvaliteter bruges i stigende grad i karrosseriforstærkninger for at opnå den nødvendige kollisionsenergiabsorption med reduceret materialetykkelse og vægt.
Sædebeslag er en anden kritisk kategori af metalstemplingsdele til biler. Disse komponenter forankrer sædets struktur til køretøjets gulv og skal modstå de statiske og dynamiske belastninger, der er defineret af standarder for beskyttelse mod passagerer. Fine blankede eller præcisionsstemplede sædebeslagskomponenter giver den kantkvalitet og fladhed, der kræves for ensartet boltemoment og pålidelig samlingsspændekraft i hele køretøjets levetid. Bremsekaliberkomponenter, herunder kaliberbeslagsmonteringer og ankerplader, er produceret med den dimensionelle nøjagtighed, der sikrer korrekt klodsjustering, jævnt klodsslitage og forudsigelig bremseydelse over hele driftstemperaturområdet.
Materialevalg til metalstemplingsdele
Ydeevnen af metalstemplingsdele er uadskillelig fra materialet, hvoraf de er dannet. Stempelfremstilling er kompatibel med en bred vifte af metaller og legeringer, og valg af det optimale materiale kræver balancering af formbarhed, mekaniske egenskaber, korrosionsbestandighed og omkostninger.
| Material | Nøgleegenskaber | Typiske applikationer |
| Lavt kulstofstål (DC01/DC04) | Fremragende formbarhed, lave omkostninger | Apparatets chassis, beslag, kabinetter |
| High-Strength Steel (HSLA) | Høj flydespænding, god svejsbarhed | Kropspanelforstærkninger, sædestrukturer |
| Rustfrit stål (304/430) | Korrosionsbestandighed, overfladefinish | Vaskemaskine baljer, apparat paneler |
| Aluminiumslegering (5052/6061) | Letvægts, korrosionsbestandig | Karrosseridele til biler, køleplader |
| Galvaniseret stål | Zinkbelægning, udendørs holdbarhed | Klimaanlæg chassis, udendørs beslag |
Kvalitetskontrol i stempelfremstilling
Opretholdelse af dimensionskonsistens på tværs af produktionsserier i store mængder er den centrale kvalitetsudfordring i stempelfremstilling. Matriceslid, materialebatchvariation, smøreinkonsistens og presselejeafbøjning kan alle introducere dimensionsforskydning over tid, hvilket gør systematisk måling og procesovervågning afgørende for fremstilling af metalstemplingsdele, der forbliver inden for specifikation gennem tusinder eller millioner af cyklusser.
Førende stempelproducenter implementerer et lagdelt kvalitetssystem, der kombinerer in-die sensing, statistisk proceskontrol og koordineret målemaskineinspektion. Nøglepraksis for kvalitetskontrol omfatter:
- Første artikelinspektion (FAI): Fulddimensionel verifikation af de første produktionsdele i forhold til tekniske tegninger før volumenproduktion frigives.
- Prøveudtagning undervejs: Periodisk måling af kritiske dimensioner ved definerede produktionsintervaller for at detektere værktøjsslid eller procesdrift, før dele uden for tolerance akkumuleres.
- CMM-bekræftelse: Koordinatmålemaskiner giver tredimensionelle dimensionelle data for komplekse formede overflader, der ikke kan verificeres med håndmålere.
- Overflade- og kantinspektion: Visuel og taktil inspektion for grater, revner, rynker og overfladefejl, der påvirker monteringspasning eller udmattelseslevetid.
- Materiale certificering gennemgang: Indgående materialetestcertifikater verificeres i forhold til specifikationskrav for trækstyrke, flydespænding, forlængelse og belægningsvægt.
Hvorfor stempelfremstilling forbliver det foretrukne valg
På trods af fremkomsten af alternative formningsteknologier, herunder laserskæring, hydroformning og additiv fremstilling, bevarer stansefremstilling sin dominerende position i højvolumen metalkomponentproduktion af overbevisende og holdbare årsager. Økonomien ved stempling er grundlæggende gunstig i skalaen: Når først værktøjsinvesteringer er afskrevet, er prisen pr. styk for en stemplet metaldel typisk en brøkdel af, hvad enhver alternativ proces kan opnå ved tilsvarende volumener. Pressehastigheder på hundredvis af slag i minuttet, kombineret med automatisk spolefremføring og håndtering af dele, muliggør produktionshastigheder, som ingen anden præcisionsmetalformningsproces kan matche.
Ud over økonomi forbedres de mekaniske egenskaber af metalprægedele af den koldbearbejdningseffekt, der er iboende i prægeprocessen. Plastisk deformation under formning øger materialets hårdhed og flydespænding i de deformerede områder gennem arbejdshærdning, hvilket giver færdige dele med bedre mekanisk ydeevne end det originale plademateriale. Denne effekt er især værdifuld i strukturelle bilkomponenter, hvor styrke-til-vægt-forhold er en primær designdriver. For producenter i apparat- og bilindustrien, der søger pålidelige, omkostningseffektive og dimensionsmæssigt præcise komponenter, er stempelfremstilling fortsat det ubestridte grundlag for moderne metalkomponentforsyningskæder.
Forrige indlæg
Vejledning til metalstempling og tegning af dele
Næste indlæg
Hvad er forskellen mellem traditionelle og simuleringsoptimerede automotive stemplet?
Vores Produkter.
Start din virksomhed med en OEM-producent lige her!
Forsyn globale kunder med komplette nøglefærdige løsninger
igennem
innovation!
HURTIGE LINKS
NYHEDER
KONTAKTINFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheder forbeholdes. Brugerdefineret stempling Producenter af metalstempling
