
-
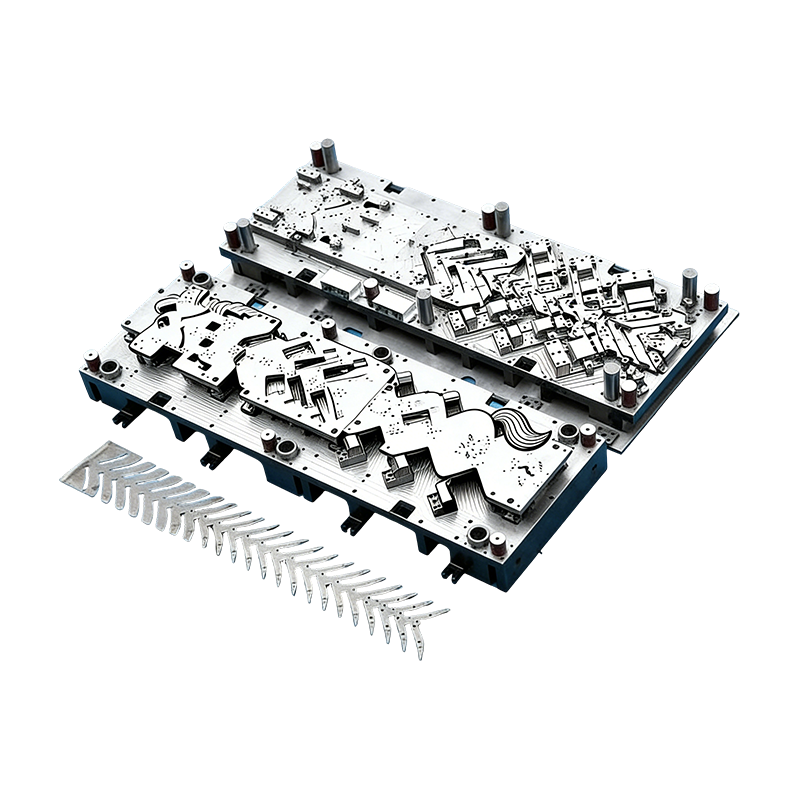
Progressive forme til bildele
Denne kontinuerlige form til bilmotorhuse er ud...
-
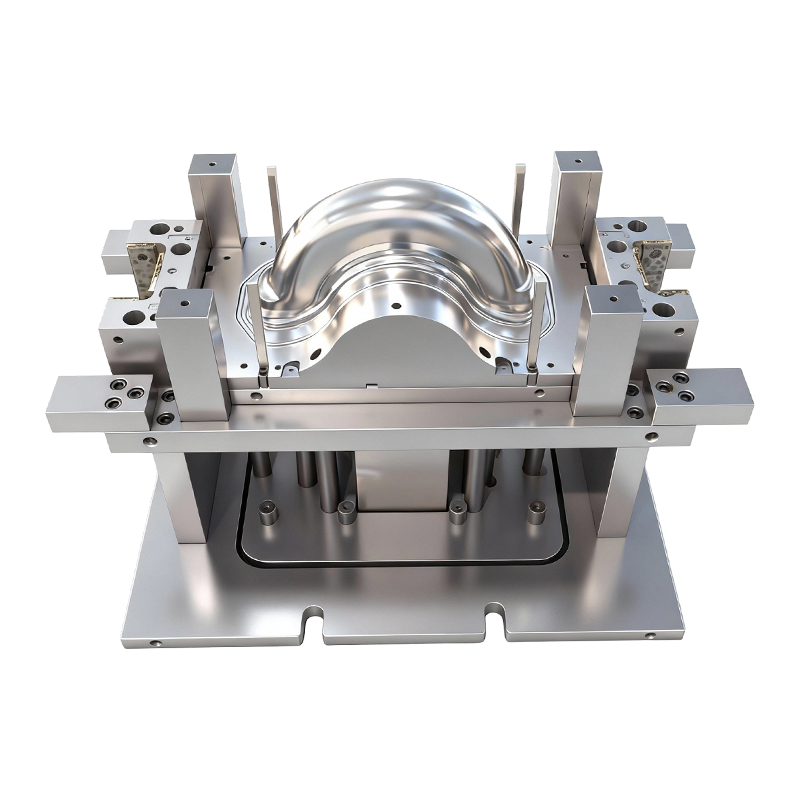
Dybttrækningsform til for- og baghjul på tohjulede elbiler
Denne dybtræksform til for- og baghjul på to-hj...
-
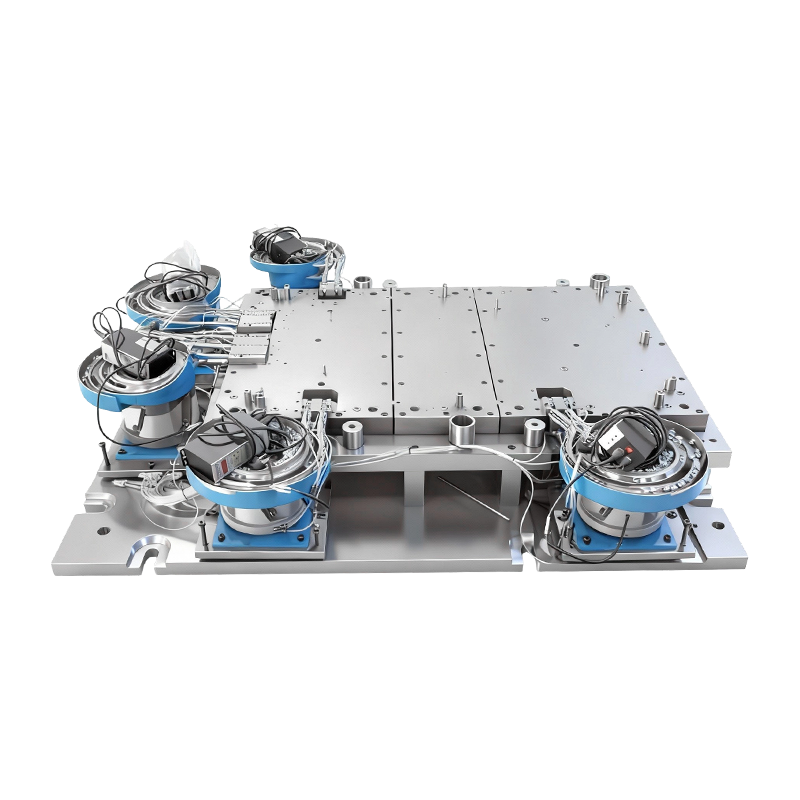
Automatisk nitteform til stor computermaskinebase
Denne automatiske nitteform til stor computerma...
-
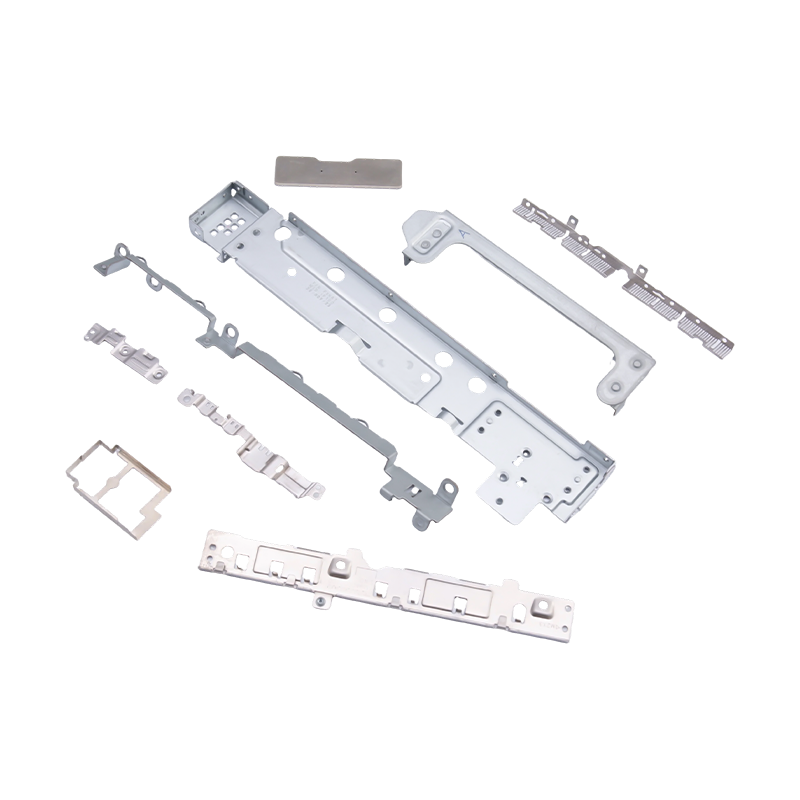
Små stemplede dele til bærbare computere og mobiltelefoner
Som essentielle interne komponenter til moderne...
-
Stemplingsdele til batteridæksel
Vores stemplingsdele til batteridæksel er præci...
-
Nyt energikøretøj til stempling af kobberskinnedele
Nye energikøretøjs kobberskinne-stemplingsdele ...
Industri nyheder
Vejledning til dybtrækkende metalstemplingsmatricer til bildele
2026-03-30
Grundlæggende om dybtegning i metalstemplingsmatricer
I den komplekse verden af fremstilling, Metal stempling tjene som rygraden for masseproduktion af præcise metalkomponenter. Blandt de forskellige typer stemplingsoperationer skiller dybtegning sig ud som en kritisk proces til at transformere flade metalplader til tredimensionelle hule former. I modsætning til simpel bukning eller skæring involverer dybtrækning et sofistikeret samspil af kræfter, hvor et stempel tvinger et metalemne ind i et matricehulrum. Det primære formål er at kontrollere materialestrømmen og sikre, at pladen strækker sig og flyder ind i den ønskede geometri uden at kompromittere dens strukturelle integritet eller tykkelsesensartethed. Denne proces er afgørende for at skabe dele, der kræver betydelig dybde i forhold til deres diameter, et almindeligt krav i industrier lige fra forbrugsvarer til tunge maskiner.
Mekanikken ved dybtegning er stærkt afhængig af materialets plastiske deformation. Når stansen falder, trækkes metalemnet over matricens radius. Området af emnet, der ligger over matriceåbningen, bliver til væggen af bægeret eller delen, mens den ydre flange trækkes radialt indad. Denne radiale tegning får flangediameteren til at krympe, hvilket naturligt inducerer kompressionsspændinger. Hvis disse belastninger ikke håndteres korrekt, vil materialet bøje sig, hvilket fører til rynker. Omvendt, hvis trækspændingen i koppens væg overstiger materialets flydespænding, vil delen rive eller revne. Derfor handler designet af Metal stempling til dyb tegning ikke kun om form; det handler om stresshåndtering.
Kontrol af materialeflow og forebyggelse af defekter
For at opnå en vellykket deep draw skal ingeniører omhyggeligt kontrollere parametre såsom emneholderkraft og matricefrigang. Emneholderen eller trykpuden påfører en bestemt mængde kraft på emnets flange. Denne kraft er en delikat balance: den skal være høj nok til at forhindre materialet i at rynke, når det flyder indad, men lav nok til at tillade materialet at glide frit ind i matricehulrummet. Hvis kraften er for høj, kan materialet ikke flyde, hvilket fører til udtynding og eventuelt brud ved stanseradius. Hvis den er for lav, forårsager trykspændingerne i flangen grimme og strukturelt svage rynker.
Die clearance er en anden afgørende faktor. Dette refererer til mellemrummet mellem stansen og matricevæggen. Ved standard dybtrækning er afstanden typisk lidt større end pladetykkelsen for at tillade materialet at flyde uden overdreven strygning. I processer kendt som "udtynding af dybtrækning" eller "strygning" er frigangen dog med vilje sat mindre end den oprindelige materialetykkelse. Dette reducerer vægtykkelsen og øger højden af delen, samtidig med at overfladefinish og dimensionsnøjagtighed forbedres. For at lette dette flow og reducere friktionen, som genererer varme og slid, er smøring kritisk. Avancerede smøremidler og overfladebelægninger på selve matricen hjælper med at forlænge matricens levetid og sikre ensartet delkvalitet.
Almindelige defekter og løsninger
- Rynker: Forårsaget af overdreven trykspænding i flangen. Løsning ved at øge emneholderens kraft eller bruge trækperler for at begrænse flowet.
- Brud/rivning: Opstår, når trækspændingen overstiger materialegrænserne. Løsning ved at øge matriceafstanden, forbedre smøringen eller udgløde materialet for at genoprette duktiliteten.
- Ørering: Ujævn højde i toppen af den tegnede del på grund af anisotropi i metalkornstrukturen. Styres ved at optimere emneorientering eller trimningsoperationer.
Integration med progressive forme til bildele
Mens et-trins dybtrækning er almindeligt for store, simple dele, kræver bilindustrien ofte højvolumenproduktion af komplekse komponenter. Det er her, progressive forme til bildele bliver uundværlige. I en progressiv matrice-opsætning føres en metalstrimmel gennem flere stationer inden for en enkelt matrice. Hver station udfører en anden operation - gennemboring, bukning og tegning - indtil en færdig del er produceret på den endelige station. At integrere dybtrækning i en progressiv matrice er teknisk udfordrende, fordi materialet skal transporteres mellem stationer uden at forvrænge den tegnede form.
Bilproducenter bruger disse progressive forme til at skabe alt fra små forbindelsesbeslag til større strukturelle elementer. For eksempel involverer produktionen af brændstofsystemkomponenter eller udstødningsdele ofte en række tegnetrin inden for en progressiv linje. Fordelen ligger i hurtighed og konsistens. Ved at automatisere overførslen af delen fra et tegningstrin til det næste, kan producenter producere tusindvis af dele i timen med minimal menneskelig indgriben. Udformningen af progressive forme til bildele kræver dog omhyggelig overvejelse af "bærebåndet", som holder delen, når den bevæger sig gennem matricen. Bæreren skal være stærk nok til at modstå trækkræfterne, men let at adskille fra den sidste del.
Avancerede strukturelle designs til komplekse geometrier
Efterhånden som bildesign bliver mere aerodynamisk og sikkerhedsbestemmelserne strengere, øges den geometriske kompleksitet af stemplede dele. Standard dybtrækker kan ofte ikke opnå de nødvendige dybder eller former i et enkelt hit. Derfor er der udviklet specialiserede konstruktionsdesign for at opfylde disse tekniske krav. Disse designs muliggør formning i flere trin inden for et enkelt trykslag eller på tværs af flere operationer, hvilket sikrer, at selv de mest indviklede hule dele kan fremstilles effektivt.
| Die Type | Funktion | Ansøgning |
| Inverteret indledende dyb tegning | Stansen bevæger sig opad, eller matricen bevæger sig nedad for at danne delen indefra og ud i starten. | Anvendes til dele, der kræver høj stabilitet i det første trin af formningen. |
| Omvendt tegning uden tom holder | Gentegner delen i den modsatte retning uden en traditionel emneholder, afhængigt af matricegeometrien. | Ideel til at reducere diameteren og samtidig øge højden i efterfølgende trin. |
| Double-Die Udtynding Tegning | Bruger to koncentriske matricer til at fortynde vægtykkelsen betydeligt, mens delen forlænges. | Fremstilling af højtrykscylindre eller præcise bilhuse. |
Omvendte tegneteknikker
Omvendt tegning er en kraftfuld teknik, der bruges, når en del skal trækkes dybere end materialet tillader i et enkelt fremadgående træk. I denne proces vendes den delvist trukne kop vrangen ud eller trækkes i den modsatte retning i næste station. Dette hærder materialet anderledes og giver mulighed for større dybde-til-diameter-forhold. Blankholderløse omvendte dybtrækker er særligt nyttige her, da de forenkler værktøjsstrukturen, mens de bevarer kontrollen over materialestrømmen under inversionsprocessen.
Forbedring af matrisens levetid og overfladekvalitet
Levetiden af Metal stempling er direkte korreleret til overfladekvaliteten af de producerede dele og omkostningseffektiviteten af produktionslinjen. Dybtrækning involverer betydelig friktion og tryk, hvilket kan føre til gnidning (materiale klæber til matricen) og slid. For at bekæmpe dette anvender moderne matricefremstilling avancerede polerings- og belægningsteknikker. Polering af matricens radier til en spejlfinish reducerer friktionen, hvilket tillader metallet at flyde jævnt. Ydermere påføres belægninger såsom Titanium Nitride (TiN) eller Diamond-Like Carbon (DLC) på matricens arbejdsflader.
Disse belægninger giver en hård overflade med lav friktion, der modstår slid og korrosion. I forbindelse med progressive forme til bildele, hvor oppetiden er kritisk, reducerer coatede matricer hyppigheden af vedligeholdelsesstop og deleafvisningsrater. Derudover er valget af matricematerialer afgørende. Værktøjsstål med højt kulstof og højt krom bruges ofte på grund af deres slidstyrke, mens wolframcarbid-skær kan bruges i store applikationer, hvor ekstrem holdbarhed er påkrævet. Ved at kombinere robust strukturelt design med overfladeteknik kan producenterne sikre, at dybtræksmatricer fungerer pålideligt over millioner af cyklusser.
Anvendelser i moderne bilfremstilling
Anvendelsen af dybtegningsteknologi er allestedsnærværende i bilsektoren. Et af de mest klassiske eksempler er fremstilling af brændstoftanke til biler. Disse komponenter kræver komplekse, hule former, der kan modstå indre tryk og ydre påvirkninger. Dybtrækning giver mulighed for at skabe disse sømløse beholdere af metalplader, hvilket sikrer lækagesikker integritet. På samme måde deler emaljebassiner og håndvaske, mens forbrugsvarer, de samme fremstillingsprincipper, hvilket viser processens alsidighed.
I epoken med elektriske køretøjer (EV'er) er efterspørgslen efter dybtrukne dele steget. Batterihuse, motorhuse og strukturelle kollisionsbokse bruger ofte dybtrækningsprocesser for at opnå lette, men stærke kabinetter. Evnen til at udtynde materialet under tegneprocessen (udtynding af dybtrækning) hjælper med at reducere køretøjets samlede vægt, hvilket er afgørende for at udvide batteriets rækkevidde. Efterhånden som industrien bevæger sig mod lettere materialer som aluminium og højstyrkestål, bliver rollen som specialiserede metalstempling endnu mere fremtrædende. Ingeniører skal tilpasse formdesign til at håndtere de forskellige tilbagefjedringsegenskaber og formbarhedsgrænser for disse avancerede legeringer, hvilket sikrer, at næste generation af køretøjer er både sikre og effektive.
Forrige indlæg
Præcisionsstempling til elektronik og husholdningsapparater: højeffektive fremstillingsløsninger i 2026
Næste indlæg
Vejledning til metalstempling og tegning af dele
Vores Produkter.
Start din virksomhed med en OEM-producent lige her!
Forsyn globale kunder med komplette nøglefærdige løsninger
igennem
innovation!
HURTIGE LINKS
NYHEDER
KONTAKTINFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheder forbeholdes. Brugerdefineret stempling Producenter af metalstempling
