-
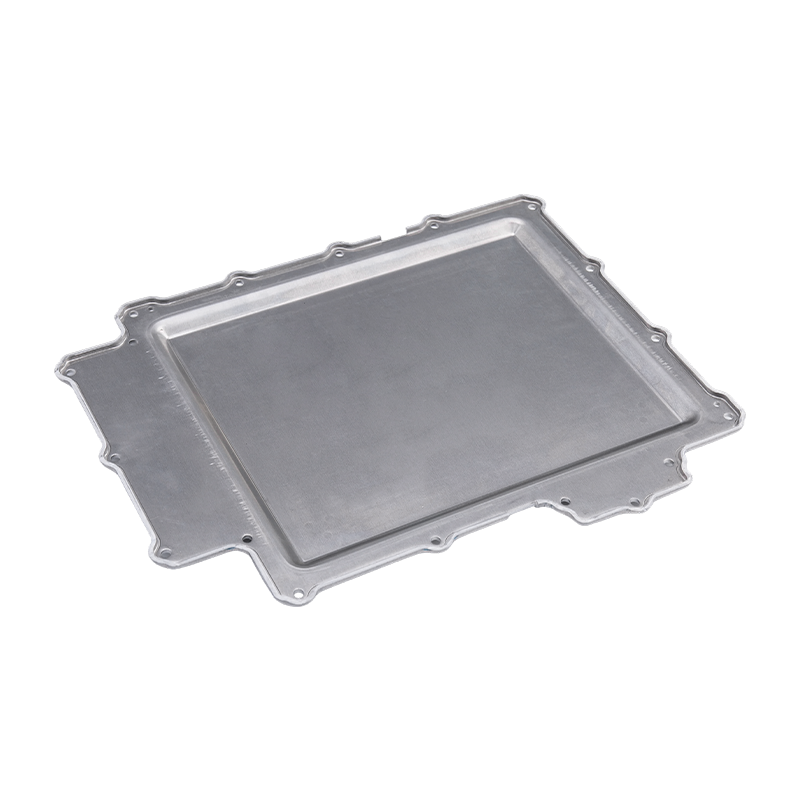
Stemplingsdele til batteridæksel
Vores stemplingsdele til batteridæksel er præci...
-
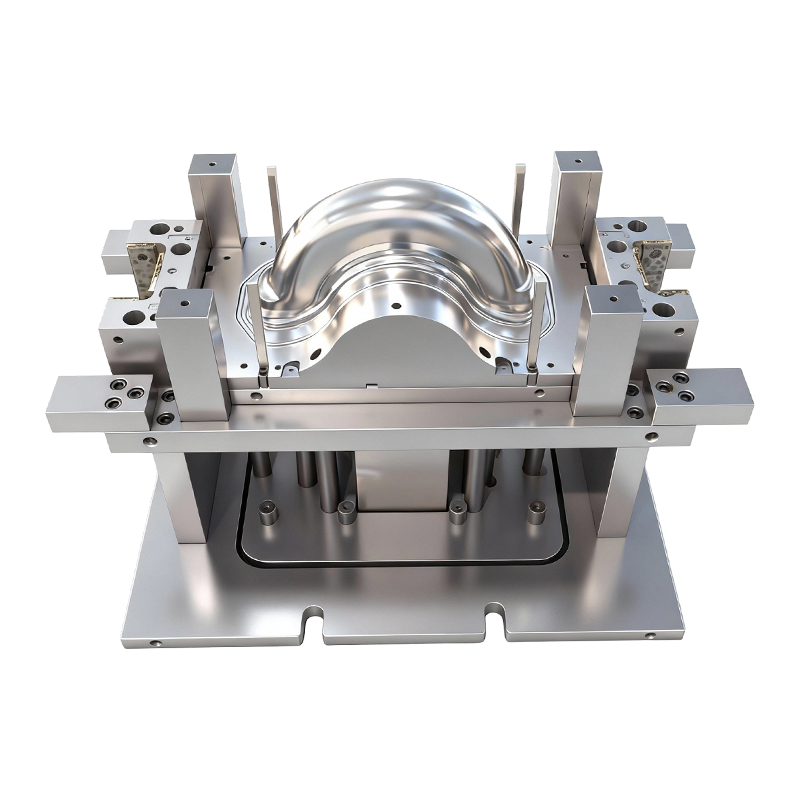
Dybttrækningsform til for- og baghjul på tohjulede elbiler
Denne dybtræksform til for- og baghjul på to-hj...
-
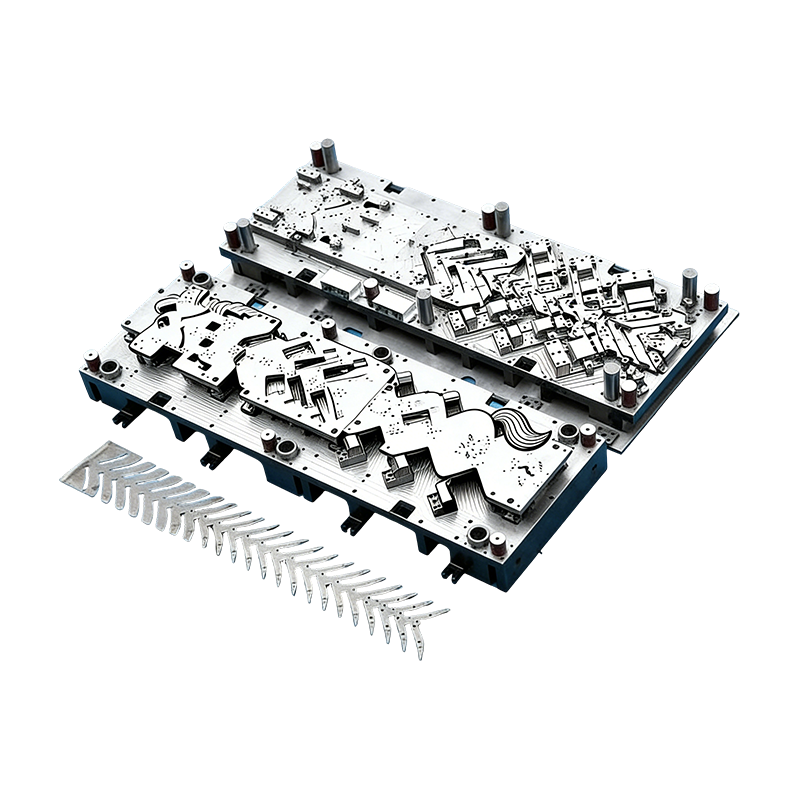
Progressive forme til bildele
Denne kontinuerlige form til bilmotorhuse er ud...
-
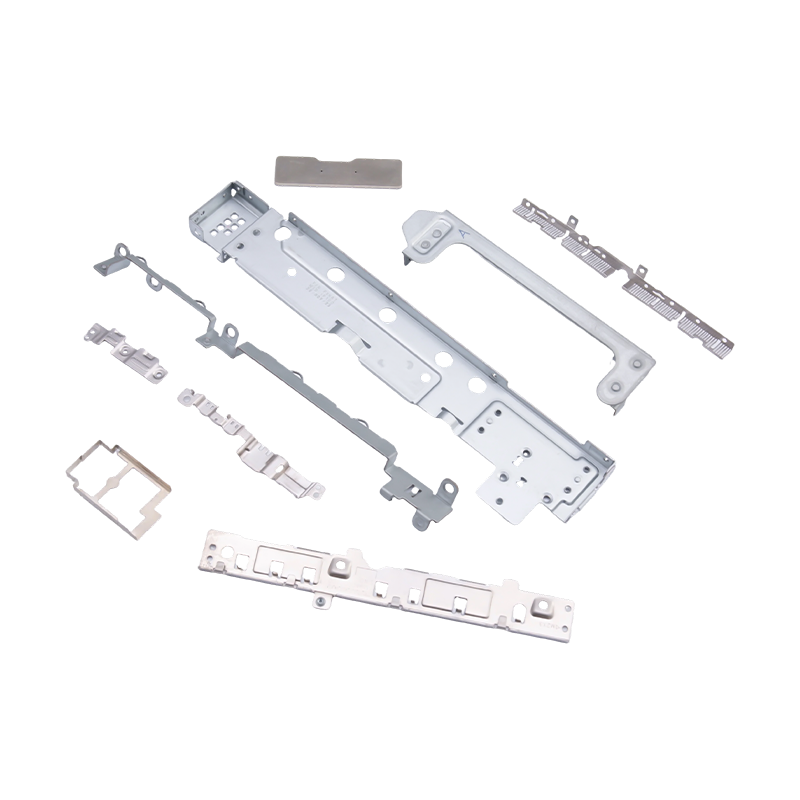
Små stemplede dele til bærbare computere og mobiltelefoner
Som essentielle interne komponenter til moderne...
-
Automatisk nitteform til stor computermaskinebase
Denne automatiske nitteform til stor computerma...
-
Nyt energikøretøj til stempling af kobberskinnedele
Nye energikøretøjs kobberskinne-stemplingsdele ...
Industri nyheder
Stemplingsdele til autostole: Guide til kvalitet og pasform
2026-05-13
Hvad er autostolsstemplingsdele, og hvorfor de betyder noget
Autostole stemplede dele er præcisionsformede metalkomponenter, der tjener som den strukturelle kerne i automobilsæder. Fremstillet gennem højpræcisionsprægeprocesser, er disse dele formet af højstyrke stål- eller aluminiumslegeringsplader ved hjælp af matriceværktøj under tusindvis af tons pressekraft. Resultatet er en komponent med ensartet vægtykkelse, rene kanter og snævre dimensionstolerancer - kvaliteter, der ikke er til forhandling i bilindustrien.
I modsætning til svejsede eller støbte alternativer tilbyder udstemplede dele overlegen repeterbarhed og overfladeintegritet. I en sædesamling fungerer de som det bærende skelet, der forbinder direkte med sædehynder, justeringsbeslag og hvilemekanismer. Enhver dimensionsafvigelse i disse komponenter forplanter sig gennem hele sædesystemet, hvilket påvirker både komfort og passagersikkerhed.
Det globale marked for bilsæder blev vurderet til over 68 milliarder dollars i 2023, og metalsædestrukturer repræsenterer en betydelig del af materialeomkostningerne pr. sæde. Valg af de rigtige stemplingsdele - og den rigtige leverandør - har direkte indflydelse på montageeffektiviteten, produktets levetid og overholdelse af lovgivningen.
Materialevalg: Højstyrkestål vs. aluminiumslegering
De to dominerende materialer til metalstemplede dele til autostole er højstyrkestål (HSS) og aluminiumslegering. Hver tilbyder en særskilt præstationsprofil, og det korrekte valg afhænger af den specifikke sædeposition, køretøjets platform og vægtmål.
| Ejendom | Højstyrke stål | Aluminiumslegering |
|---|---|---|
| Trækstyrke | 590-1500 MPa | 200-500 MPa |
| Vægt | Højere | ~35% lettere end stål |
| Korrosionsbestandighed | Kræver belægning | Naturlig modstandsdygtig |
| Omkostninger | Lavere | Højere |
| Typisk anvendelse | Siderammer, gulvbeslag | EV-sæder, sports- og premiumsegmenter |
Avanceret højstyrkestål (AHSS), såsom dual-phase (DP) og martensitic (MS) kvaliteter, bruges nu i vid udstrækning i sædets siderammer og tværbjælker, hvor kollisionsenergiabsorption er kritisk. Disse kvaliteter tillader reduktion af vægtykkelsen uden at ofre den strukturelle ydeevne - en nøglefaktor i at opfylde både vægt- og sikkerhedsmål samtidigt.
Aluminiumslegeringer, især 5xxx- og 6xxx-serierne, er i stigende grad specificeret i el-køretøjsplatforme, hvor hvert kilo vægtreduktion direkte udvider rækkevidden. Selvom aluminiumsprægninger kræver mere komplekse værktøjs- og formgivningsstrategier på grund af lavere duktilitet, retfærdiggør udbyttet i massereduktion ofte investeringen i højvolumenprogrammer.

Belastningsydelse: Krav til statisk, dynamisk og vibration
Autostolsstemplingsdele skal fungere pålideligt på tværs af tre forskellige belastningskategorier gennem et køretøjs driftslevetid. Det er vigtigt at forstå disse krav, når man vurderer delspecifikationer eller kvalificerer en leverandør.
Statisk bærende
Statiske belastninger refererer til den konstante vægt af passagerer og selve sædet. Regulative standarder såsom ECE R17 (Europa) og FMVSS 207/210 (USA) definerer minimumsbelastningstærskler for sædeforankringer og strukturelle komponenter. En typisk sæderamme skal tåle en bagudrettet belastning på 20 gange sædets vægt uden permanent deformation. Stemplingsdele, der danner basisskinnen, sidebeslaget og hvilestolens monteringsgrænseflade er de primære belastningsveje i disse tests.
Dynamisk belastning og nedbrudsydelse
Dynamiske belastninger opstår under køretøjets acceleration, bremsning og - mest kritisk - ulykkeshændelser. Ved en frontalkollision skal sædestrukturer begrænse selekræfter på op til 30 kN, samtidig med at der opretholdes tilstrækkelig strukturel integritet til at forhindre passagerer i at trænge ind i tilstødende siddepladser. Stemplingsgeometrien, kornorienteringen og varmebehandlingen af stålet har alle indflydelse på, hvordan delen absorberer og omfordeler disse impulskræfter.
Vibrationsmodstand
Over en typisk køretøjs levetid på 200.000 kilometer udsættes sædekomponenter for kontinuerlig lavfrekvent vibration fra vejoverflader og drivaggregatkilder. Stemplede dele med inkonsekvent tykkelse, resterende formspænding eller mikrorevner ved bøjningsradier er sårbare over for udmattelsesfejl under disse forhold. Ensartet tykkelse på tværs af den stemplede profil - et direkte produkt af præcisionsmatricedesign og pressekontrol - er den mest effektive modforanstaltning mod vibrationsinduceret træthed.
Automotive Safety Standard Parts: Overholdelse og kvalitetsinspektion
Opfylder definitionen af sikkerhedsstandarddele til biler kræver mere end materialecertificering. Det kræver en dokumenteret kvalitetsstyringsproces, der dækker indgående materiale, kontrol i processen og udgående inspektion - alt sammen sporbart til den færdige del.
Følgende inspektionsmetoder er standardpraksis i kvalificerede stemplingsoperationer:
- Coordinate Measuring Machine (CMM) inspektion: Verificerer kritiske dimensioner i forhold til den tekniske tegning til tolerancer så tætte som ±0,1 mm. Anvendes til første artikelinspektion og periodisk prøveudtagning under produktionskørsler.
- Hårdhedstestning (Rockwell/Vickers): Bekræfter, at varmebehandling efter stempling har opnået de målrettede mekaniske egenskaber, især i AHSS-komponenter, hvor martensitfasefordeling direkte påvirker styrken.
- Overflade- og kantinspektion: Visuel og taktil kontrol for grater, revner og overfladeforurening, der kan påvirke monteringspasningen eller fremskynde korrosion under drift.
- Saltspraytest: Evaluerer korrosionsbeskyttelsessystemet (e-coat, zinkbelægning eller fosfatbehandling) påført stålprægninger. Standardkravene til bilindustrien spænder fra 240 til 1.000 timers eksponering for saltspray uden dannelse af rød rust.
- Destruktiv træk- og bøjningstest: Validerer de mekaniske egenskaber af svejsede samlinger og kritiske bøjningszoner og sikrer ingen delaminering eller revner ved spændingskoncentrationer.
Overholdelse af kvalitetssystemer - typisk IATF 16949 for billeverandører - udgør den ramme, inden for hvilken disse inspektionsmetoder anvendes konsekvent. Dele, der leveres uden denne certificering, har en højere risiko for uopdagede procesvariationer, som kan oversættes direkte til feltfejl eller dyre tilbagekaldelser.
Kompatibilitet på tværs af sædepositioner og køretøjsmodeller
En af de praktiske fordele ved præcision metalstemplede dele til autostol applikationer er deres tilpasningsevne på tværs af flere sædepositioner og køretøjsarkitekturer. Mens delegeometrierne er forskellige mellem fører-, passager- og bagsædekonfigurationer, forbliver den underliggende fremstillingsproces og kvalitetsstandarder konsekvente.
Fører- og passagersæder foran
Forsædets stemplingsdele er de mest strukturelt komplekse, idet de integrerer monteringspunkter til sideairbagmoduler, højdejusteringsskinner, for-agtere skydere og seleforstrammerankre. Dimensionsnøjagtighed ved disse grænseflader er kritisk: Et forkert justeret airbagbeslags monteringshul kan f.eks. forårsage udløsningstidsfejl, der kompromitterer beskyttelsen af passagerer. Forsæders rammer bærer også den højeste regulatoriske kontrol under kollisionstestprotokoller.
Bagsædets strukturer
Bagsædets stemplingsdele spænder ofte over bredere tværsnit og skal rumme foldbare mekanismer i SUV- og vognplatforme. Disse dele kræver snævre planhedstolerancer for at sikre ensartet belastning på tværs af foldehængslet og ensartet låseindgreb. I køretøjer med tre rækker deles sæderammer på anden og tredje række ofte på tværs af modelvarianter - hvilket gør udskiftelighed af dele til en direkte omkostningsdriver, som præcisionsstempling understøtter effektivt.
På tværs af alle sædepositioner skal grænsefladedimensionerne mellem stemplede rammekomponenter og tilstødende systemer – skumpudeclips, hvilestole, gulvskinnebolte – stemme overens med almindelige standarder for bilmontering. Dele, der er i overensstemmelse med disse dimensionelle konventioner, kan integreres i nye køretøjsprogrammer med minimal værktøjsændring, hvilket reducerer udviklingsgennemløbstid og kvalifikationsomkostninger for både OEM-producenter og eftermarkedsleverandører.
Forrige indlæg
Deep Drawing Die Design: Punch, Die, Clearance & Multi-Stage Reduction Guide
Næste indlæg
Letvægts, høj præcision: Deep Drawing Die Strategies Driving EV Body Panel Innovation
Vores Produkter.
Start din virksomhed med en OEM-producent lige her!
Forsyn globale kunder med komplette nøglefærdige løsninger
igennem
innovation!
HURTIGE LINKS
NYHEDER
KONTAKTINFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheder forbeholdes. Brugerdefineret stempling Producenter af metalstempling
