-
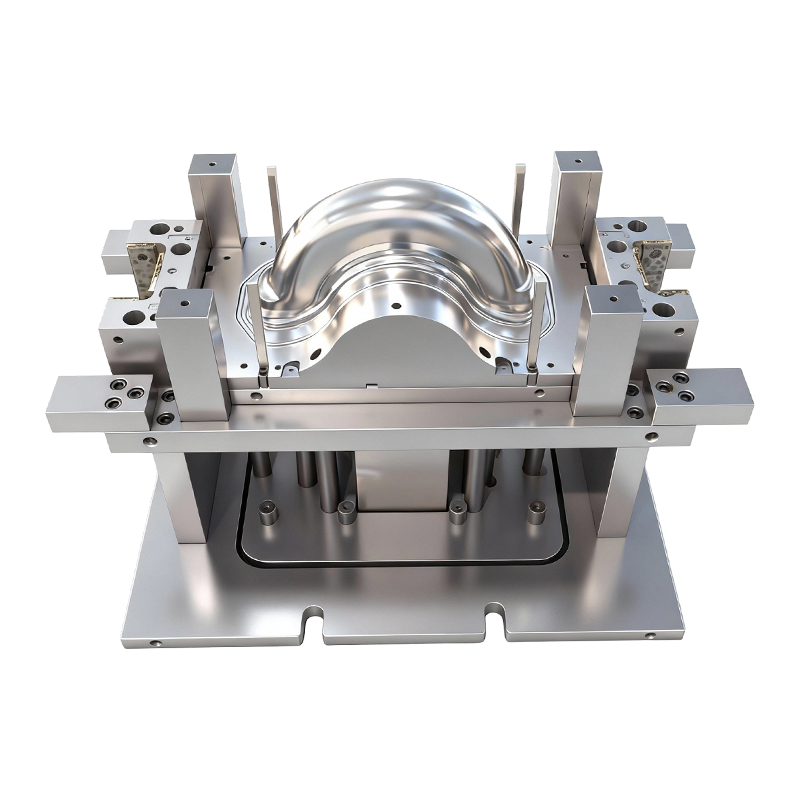
Dybttrækningsform til for- og baghjul på tohjulede elbiler
Denne dybtræksform til for- og baghjul på to-hj...
-
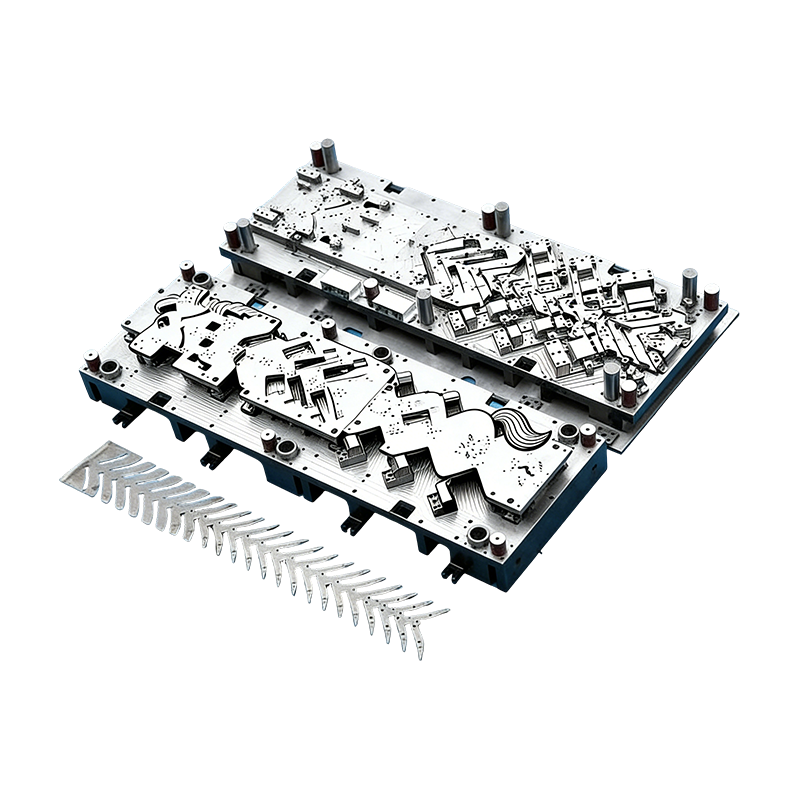
Progressive forme til bildele
Denne kontinuerlige form til bilmotorhuse er ud...
-
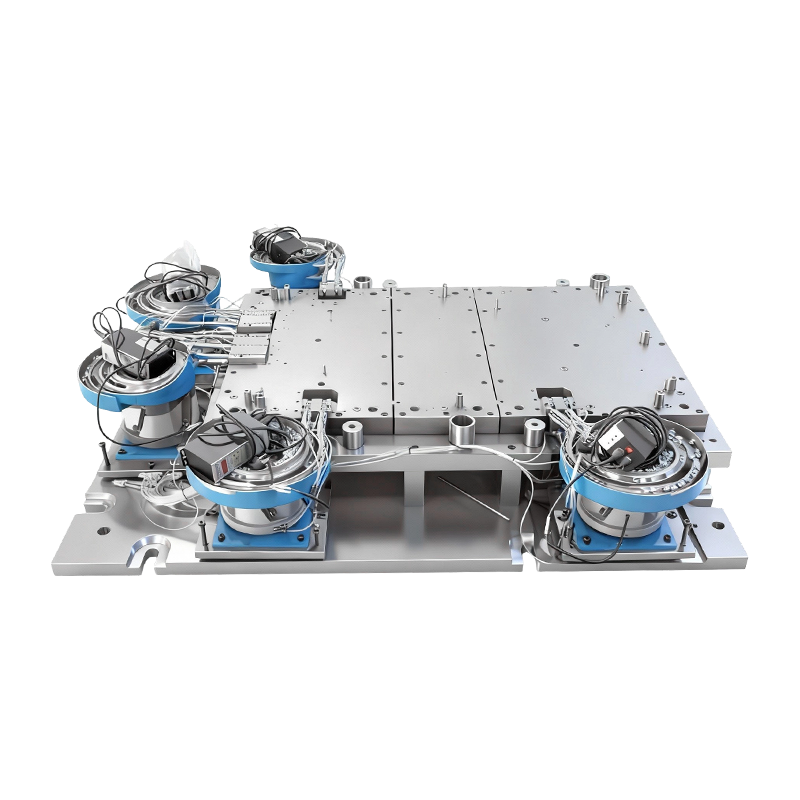
Automatisk nitteform til stor computermaskinebase
Denne automatiske nitteform til stor computerma...
-
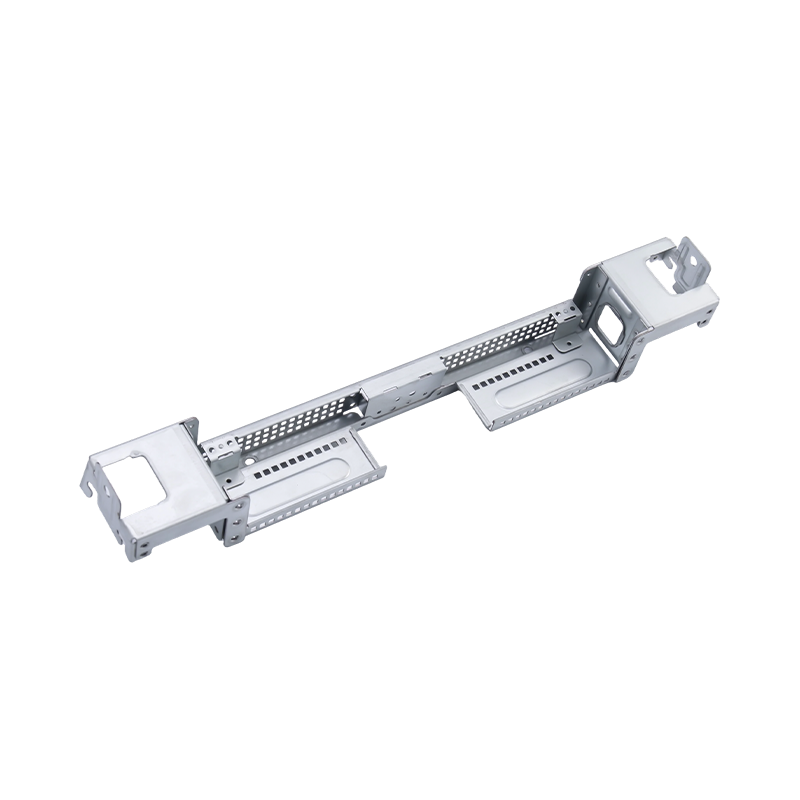
High-end store computerstemplingsdele
Vores high-end store computerstemplingsdele er ...
-
Små stemplede dele til bærbare computere og mobiltelefoner
Som essentielle interne komponenter til moderne...
-
Gastank ende stempling dele
Gastankens endestemplingsdele er kernestrukture...
Industri nyheder
Hjem / Nyheder / Industri nyheder / Hvorfor kræver elektroniske stemplingsmatricer snævrere tolerancer end stemplingsmatricer til husholdningsapparater?
Hvorfor kræver elektroniske stemplingsmatricer snævrere tolerancer end stemplingsmatricer til husholdningsapparater?
2026-02-25
Den funktionelle kløft, der driver toleranceforskelle
Tolerancekravene for enhver stansematrice er i sidste ende afledt af, hvad den færdige del skal gøre under brug. Husholdningsapparater til stempling producere komponenter - vaskemaskinens tromlepaneler, køleskabsdørsskaller, klimaanlægs chassisbeslag og mikrobølgeovnhuse - hvor de primære ydeevnekriterier er strukturel stivhed, korrosionsbestandighed, overfladeudseende og pasform i en enhed, der er samlet af menneskehænder med mekaniske fastgørelseselementer. De dimensionelle tolerancer, der styrer disse dele, falder typisk i området ±0,1 mm til ±0,3 mm for generelle profildimensioner og ±0,05 mm for kritiske huller og flangegrænseflader. Disse er meningsfulde præcisionskrav, men de afspejler monteringsrealiteterne for store metalpladeindkapslinger, hvor nogle få tiendedele af en millimeter positionsvariation kan absorberes af huller til fastgørelsesmidler, tætningsperler eller den iboende overensstemmelse af tynde metalplader.
Elektroniske stemplingsmatricer derimod producerer dele, hvis dimensionelle nøjagtighed er direkte koblet til elektrisk, mekanisk eller elektromagnetisk ydeevne. En stikklemme, der er stemplet til at føre 5A strøm gennem en 0,3 mm tyk fosforbronzestrimmel, skal opretholde en kontaktkraft inden for et præcist defineret område - for lidt kraft, og forbindelsen bliver modstandsdygtig eller intermitterende, for meget, og det tilhørende stik kan ikke indsættes, eller terminalen bliver træt for tidligt. Denne kontaktkraft bestemmes af terminalens fjedergeometri, som indstilles af bøjningsradius, vinklen og den udviklede længde af strimlen - som alle styres til tolerancer på ±0,01 mm til ±0,02 mm i en veldesignet elektronisk stansematrice. En motorlaminering stemplet af siliciumstål skal opretholde en spaltebreddetolerance på ±0,015 mm for at sikre, at rotor-til-stator luftspalten er ensartet rundt om omkredsen, fordi uensartede luftspalter skaber ubalanceret magnetisk træk, der reducerer effektiviteten og genererer vibrationer. Disse er ikke konservative tekniske marginer - de er minimumspræcisionsniveauer, ved hvilke den elektroniske enhed fungerer inden for dens specifikation.
Hvordan Part Scale forstærker præcisionskravet i elektroniske stemplingsmatricer
Skala er en af de vigtigste - og mest undervurderede - grunde til, at elektroniske stemplingsmatricer kræver snævrere absolutte tolerancer end stemplingsmatricer til husholdningsapparater. Et vaskemaskines tromlepanel kan måle 600 mm × 500 mm, og en positionstolerance på ±0,2 mm på et monteringshul repræsenterer en relativ præcision på 1 del ud af 3.000 i forhold til delens største dimension. En USB-C-stikterminal kan måle 8 mm × 2 mm samlet, og en positionstolerance på ±0,02 mm på en kontaktstråle repræsenterer en relativ præcision på 1 del ud af 400 i forhold til delens største dimension - næsten otte gange strammere i relative termer og opnået på en del, der er 75 gange mindre i areal. Opretholdelse af dette præcisionsniveau kræver, at hvert element i det elektroniske stansematricesystem - matricestålet, styrestolperne, stanseholderen, afstrygerpladen og selve pressen - fungerer på et niveau, der ville være unødvendigt og uøkonomisk for husholdningsapparaters prægematricer.
Miniaturiseringstrenden inden for forbrugerelektronik har forstærket denne udfordring løbende i løbet af det sidste årti. Terminalafstande, der var 2,54 mm (0,1 tomme) for tyve år siden, er nu sædvanligvis 0,5 mm eller 0,4 mm i fin-pitch konnektorer, og de stemplede funktioner, der skaber kontaktgeometrien ved disse stigninger – bjælkebredde, spaltebredde, prægningshøjde – skal kontrolleres til en fast tolerance med en fast størrelse. Efterhånden som funktionsstørrelserne krymper, krymper den absolutte tolerance proportionalt, selvom det relative præcisionskrav forbliver konstant. Det er grunden til, at investering i elektroniske stansematricer konsekvent har krævet højere værktøjsomkostninger, finere stansestål og strengere metrologi end husholdningsapparater af samme årgang.
Dysekonstruktionsforskelle, der afspejler tolerancekrav
Den fysiske konstruktion af elektroniske prægematricer afspejler deres skærpede tolerancekrav på flere specifikke og målbare måder. Følgende tabel sammenligner de vigtigste konstruktionsparametre mellem typiske stempelmatricer til husholdningsapparater og elektroniske prægematricer på tværs af de mest tolerancefølsomme designelementer.
| Designelement | Stemplingsmatricer til husholdningsapparater | Elektronisk stempling |
| Punch-to-die clearance (pr. side) | 8–12 % af materialetykkelsen | 3–6 % af materialetykkelsen |
| Tolerance til styrestolpepasning | H6/h5 (±0,008 mm) | H5/h4 (±0,003 mm) |
| Stålhårdhed (skæresektioner) | 58–60 HRC (typisk SKD11) | 62–64 HRC (DC53, SKH51 typisk) |
| Stempelpositionstolerance | ±0,02 mm | ±0,005 mm |
| Overfladefinish på skærekanter | Ra 0,4-0,8 µm | Ra 0,1-0,2 µm |
| Primær bearbejdningsproces for skær | CNC fræseslibning | Wire EDM koordinat slibning |
| Genslibningsinterval (typisk) | 300.000–500.000 slag | 500.000–1.000.000 slag (hårdere stål) |
Den strammere styrestolpepasning i elektroniske stansematricer er ikke blot et konservativt ingeniørvalg - det styrer direkte den laterale position af stansen i forhold til matriceåbningen i det øjeblik, den kommer i kontakt med materialet. Ved en stansediameter på 0,4 mm, der lukker et hul i en 0,15 mm tyk kobberlegeringsstrimmel, repræsenterer en lateral forskydning på 0,003 mm ved stansespidsen 2 % af stansediameteren og 4 % af materialetykkelsen. På disse skalaer bliver styrestolpe-slop, der ville være fuldstændig ubetydeligt i et husholdningsapparat, den dominerende kilde til variation i grathøjden og risiko for brud på stansen.
Materialeovervejelser, der strammer tolerancekæden
Stempelforme til husholdningsapparater behandler oftest koldvalset stål, galvaniseret stål og lejlighedsvis aluminiumslegeringer i mål på 0,5 mm til 2,0 mm. Disse materialer har velkarakteriserede, relativt konsistente mekaniske egenskaber inden for et varmeparti, og deres tilbagespringsadfærd - mens de er ægte - er forudsigelige nok til at kompensere for i formdesignet ved hjælp af standard overbøjnings- eller genangrebsteknikker. Tolerancen for indgående materialetykkelse for kommercielt koldvalset stål er typisk ±5% af nominel, og fordi de dannede funktioner i dele til husholdningsapparater er store i forhold til tykkelsesvariationen, forplanter denne variabilitet sig sjældent til et meningsfuldt dimensionelt problem i den færdige del.
Elektroniske prægematricer behandler oftest kobberlegeringer, fosforbronze, berylliumkobber og præcisionskoldvalset stål eller siliciumstål i mål på 0,05 mm til 0,5 mm. Kobberlegeringer, der bruges til elektroniske terminaler, er typisk specificeret til præcisionstykkelsestolerancer på ±1-2% i stedet for ±5%-standarden for konstruktionsstål, fordi fjedergeometrien af en kontaktterminal er så følsom over for tykkelse, at en 5% tykkelsesvariation ville producere uacceptabel spredning i kontaktkraft. Selv inden for denne snævrere indgående tolerance skal matricen være designet til at rumme hele området - hvilket betyder, at formende stanseradier, hulrumsdybder og bøjningsgodkendelser skal beregnes og verificeres med materialeegenskabsdata, der er specifikke for den faktiske legering og temperament, der køres, ikke generiske antagelser fra en materialehåndbog.
Pressekrav og miljøkontrol for elektroniske prægematricer
Præcisionen af elektroniske stansematricer er kun så god som pressen og det miljø, de opererer i. Højhastighedspræcisionspresser, der bruges til elektronisk stik- og terminalstempling, inkorporerer adskillige funktioner, der er unødvendige for husholdningsapparater, der arbejder ved lavere hastigheder og grovere tolerancer. Disse omfatter hydraulisk overbelastningsbeskyttelse, der stopper pressen inden for en brøkdel af et slag, hvis der detekteres en unormal belastning - beskyttelse af matricer med udstansninger så fine som 0,3 mm i diameter, der ville splintre under en fejlindføringsbelastning - såvel som termiske kompensationssystemer, der justerer pressens lukkehøjde for at tage højde for termisk udvidelse af pressens ramme under en produktionskørsel. En stålpresseramme vil udvide sig med ca. 0,01-0,02 mm pr. temperaturstigningsgrad; for et husholdningsapparat, der kører med en tolerance på ±0,1 mm, er dette ubetydeligt, men for en elektronisk prægematrice, der kører med en tolerance på ±0,01 mm, introducerer en temperaturstigning på 10°C en lukkehøjdefejl på 0,10-0,20 mm, der vil flytte stansens indtrængningsdybde og ændre den formgivne funktionsgeometri.
Temperaturkontrollerede matricerum bruges af præcisionselektroniske stansematriceproducenter af denne grund - ikke som en luksus, men som en praktisk nødvendighed for at opretholde dimensionsstabilitet under både fremstilling og produktion. Det metrologiudstyr, der bruges til at verificere elektroniske stansematricekomponenter - luftmålere, laserscanningssystemer og koordinatmålemaskiner - skal også betjenes i temperaturkontrollerede miljøer, fordi deres egen kalibrering er følsom over for de samme termiske effekter, der destabiliserer matricens dimensioner.
Verifikation og kvalitetssikring: En højere stang til elektronisk stempling
Inspektions- og verifikationskravene for elektroniske stansematricer og deres outputdele afspejler det strammere toleranceregime i alle aspekter af kvalitetsprocessen. For husholdningsapparater omfatter inspektion af første artikel typisk manuel måling af kritiske hulplaceringer, flangehøjder og profildimensioner ved hjælp af kaliber, højdemålere og go/no-go plug-målere - en praktisk og omkostningseffektiv tilgang til dele, hvor de kritiske dimensioner er i snesevis og tolerancer er i ±0,1 mm-området. For elektroniske prægematricer kræver inspektion af første artikel rutinemæssigt fuld CMM-måling af hver kontaktgeometrifunktion, optisk komparatorverifikation af stanse- og matricekonturer og funktionel testning af prøvedele - såsom kontaktkraftmåling for terminaler eller magnetisk fluxmåling for lamineringer - der bekræfter, at den stemplede geometri producerer den påkrævede funktionelle ydeevnetegning, og ikke kun opfylder de nødvendige funktionelle dimensioner.
- Grathøjde på elektroniske terminaler med blanke kanter måles med kalibreret optisk mikroskopi, hvilket typisk verificerer, at maksimal grathøjde ikke overstiger 10 % af materialetykkelsen - en specifikation, der kræver en måleopløsning på 0,003-0,010 mm, langt ud over evnen til manuelle måleværktøjer, der bruges til dele til husholdningsapparater.
- Koplanaritet af kontaktflader på tværs af en multi-pin-konnektorklemmestrimmel verificeres ved hjælp af laserprofilometri eller vision-baseret højdekortlægning i stedet for manuel sammenligning af højdemåler, fordi tolerancen typisk er ±0,015 mm over et spænd på 10-20 mm, og den påkrævede måleusikkerhed skal være mindre end 30 % af sub-målekapacitetstolerancen — der kræves.
- Statistiske proceskontroldiagrammer til elektronisk stempling er konfigureret med kontrolgrænser sat til ±2σ af processen snarere end de mere almindelige ±3σ, fordi forholdet mellem proceskapacitet og tolerance med vilje holdes snævert for at give tidlig advarsel om matriceslid, før dele uden for tolerance produceres.
Den investering, der kræves for at designe, bygge, verificere og vedligeholde elektroniske prægematricer på dette præcisionsniveau, er væsentligt højere end for husholdningsapparater - i værktøjsomkostninger, udstyrsinvesteringer og kvalificeret arbejdskraft. Denne investering er retfærdiggjort af de funktionelle konsekvenser af dimensionel manglende overensstemmelse: en husholdningsapparatdel, der er 0,1 mm ude af position, kan kræve et lidt overdimensioneret frigangshul, men en elektronisk terminal, der er 0,02 mm ude af position, kan mislykkes i dens sammenkoblingsindsættelseskrafttest, hvilket udløser en fuldstændig afvisning af produktionsparti og en feltpålidelighed risikerer $ $, at hverken producenten $ kan acceptere $.

Forrige indlæg
Hvordan ændrer avancerede højstyrkestål fremstilling af automotive stemplingsdele?
Næste indlæg
Omkostningssammenligning: Metalstemplingsdele VS Metal Drawing Part-produkter i 2026
Vores Produkter.
Start din virksomhed med en OEM-producent lige her!
Forsyn globale kunder med komplette nøglefærdige løsninger
igennem
innovation!
HURTIGE LINKS
NYHEDER
KONTAKTINFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheder forbeholdes. Brugerdefineret stempling Producenter af metalstempling
