-
Stemplingsdele til batteridæksel
Vores stemplingsdele til batteridæksel er præci...
-
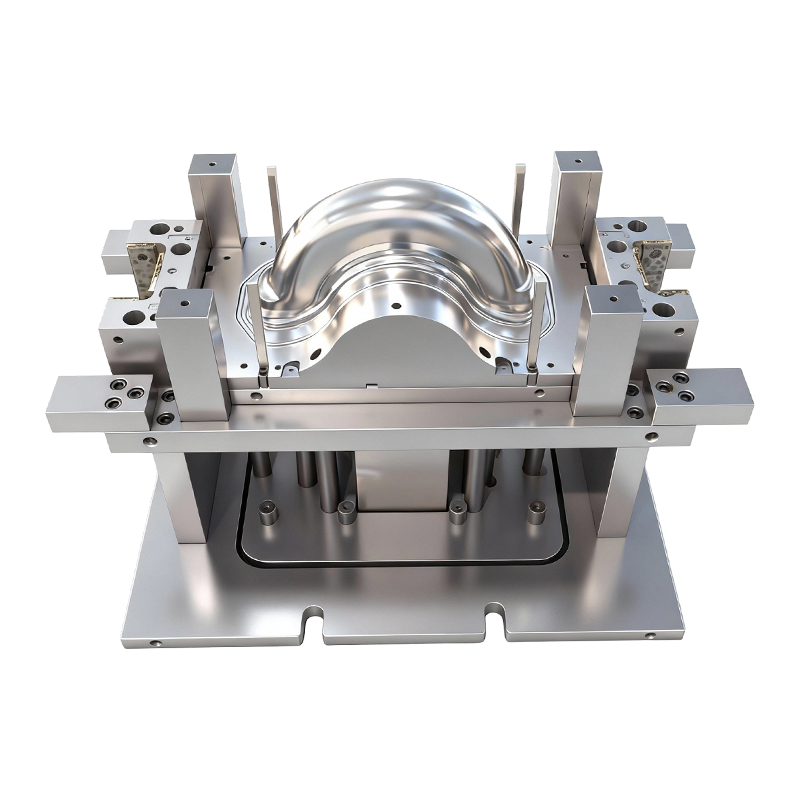
Dybttrækningsform til for- og baghjul på tohjulede elbiler
Denne dybtræksform til for- og baghjul på to-hj...
-
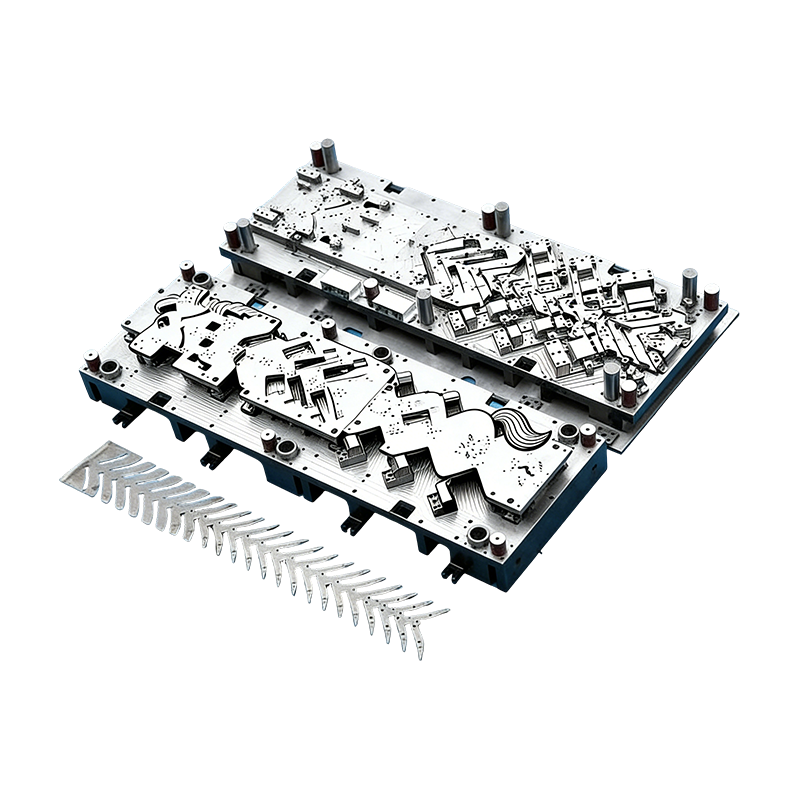
Progressive forme til bildele
Denne kontinuerlige form til bilmotorhuse er ud...
-
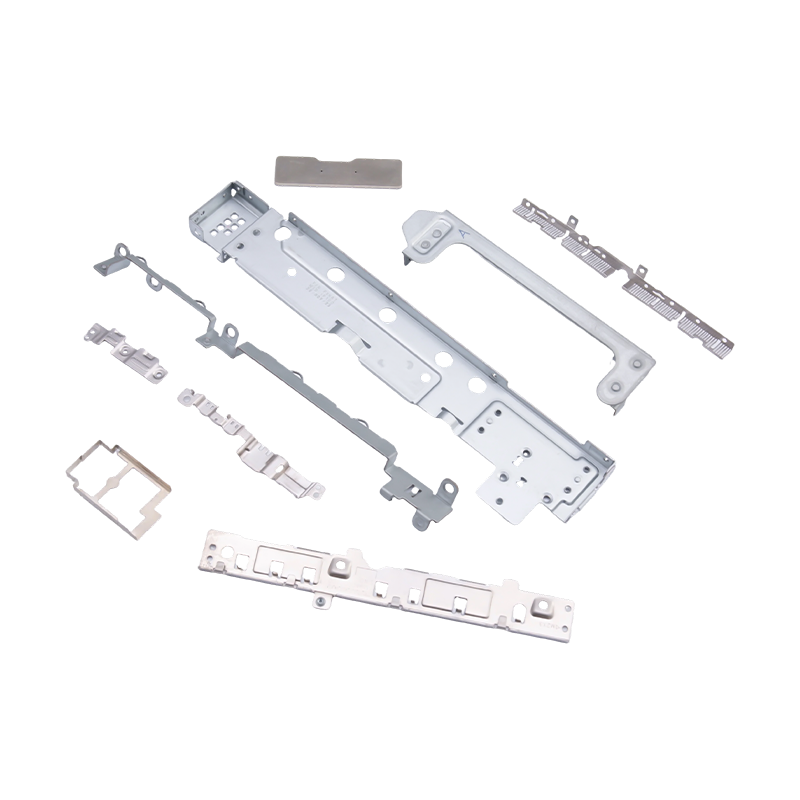
Små stemplede dele til bærbare computere og mobiltelefoner
Som essentielle interne komponenter til moderne...
-
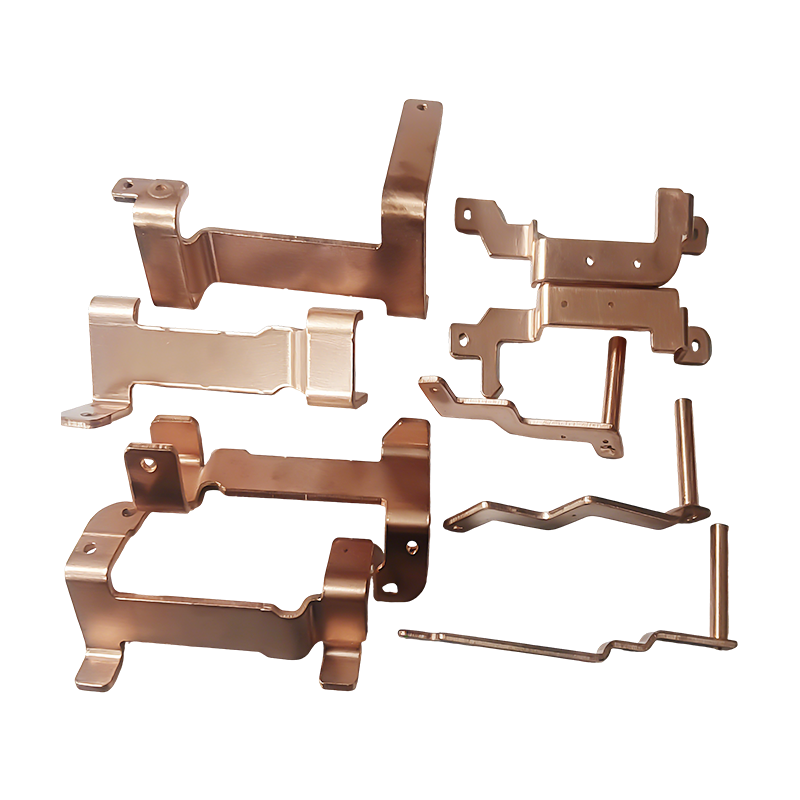
Nyt energikøretøj til stempling af kobberskinnedele
Nye energikøretøjs kobberskinne-stemplingsdele ...
-
Automatisk nitteform til stor computermaskinebase
Denne automatiske nitteform til stor computerma...
Industri nyheder
Hjem / Nyheder / Industri nyheder / Stemplingsdele til batteridæksel til el- og energiopbevaringsbatterier
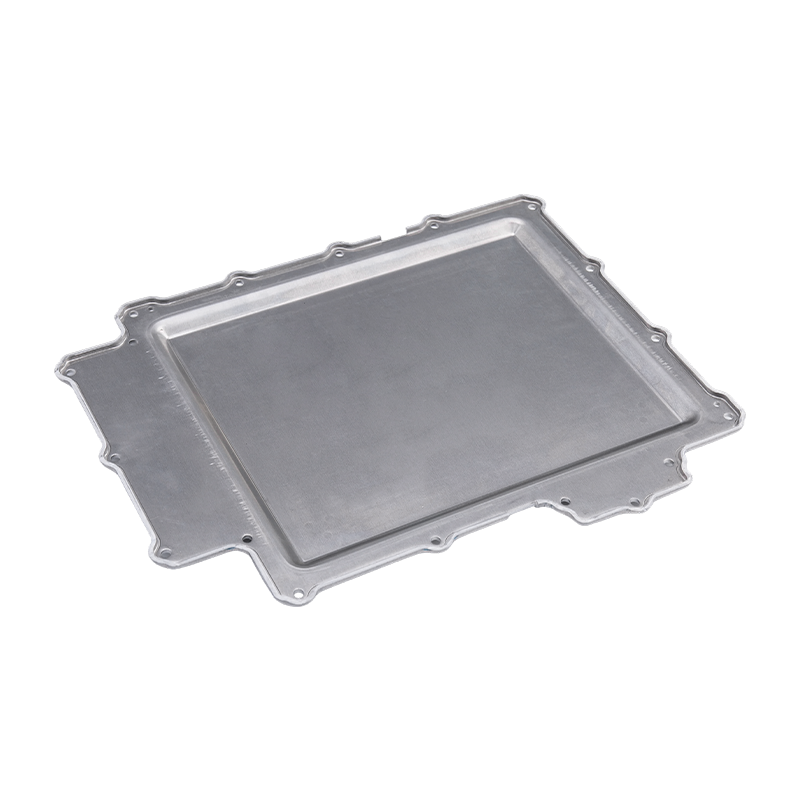
Stemplingsdele til batteridæksel til el- og energiopbevaringsbatterier
2026-06-16
En batteripakke, der fejler i marken, fejler sjældent på grund af cellerne. Oftere er grundårsagen et dæksel, der ikke forseglede, en flange, der ikke passede, eller en monteringsknap, der revnede under vibrationer. Stemplingsdele til batteridæksel er den første linje af strukturelt og miljømæssigt forsvar for ethvert el-, industri- og energilagringsbatterisystem - og tolerancestandarderne, de skal opfylde, er blevet strammet betydeligt, efterhånden som pakningsspændinger og energitætheder er steget.
Denne artikel dækker de materialer, processer, dimensionskrav og tilpasningsmuligheder, der definerer en produktionsklar batteridæksel-stempling - og hvad der skal verificeres, når en leverandør kvalificeres.

Hvad batteridæksel stempling dele faktisk gør
Dækslet til et batterikabinet har tre samtidige opgaver. Strukturelt skal den bevare sin geometri under de mekaniske belastninger fra køretøjsmontering, vejvibrationer og termisk cykling uden at deformere eller overføre belastning til cellerne under den. Miljømæssigt skal den opnå og opretholde IP67- eller IP68-forseglingsintegritet - hvilket betyder, at der ikke trænger støv ind og ingen vandindtrængning under vedvarende nedsænkning. Funktionelt skal den have en præcis grænseflade med batterihuset, højspændingsstikket og eventuelle kølekanaler integreret i pakkens design.
At opfylde alle tre krav i en enkelt stemplet komponent - snarere end et bearbejdet eller støbt alternativ - er det, der gør dybtrukne stempling til den foretrukne proces til højvolumen batteriproduktion. Stempling leverer konsekvente dimensioner og snævre tolerancer (±0,01 mm – ±0,05 mm) til produktionshastigheder, som støbning og bearbejdning ikke kan matche, samtidig med at omkostningerne pr. del holdes lave nok til OEM-forsyningskæder, der opererer i stor skala.
Materialevalg: Koldvalset stål, aluminiumslegering eller rustfrit stål
Valget af underlagsmateriale sætter loftet for hver ydeevne, som dækslet kan opnå - korrosionsbestandighed, vægt, formbarhed, svejsbarhed og omkostninger. Tre materialefamilier dominerer batteridækselapplikationer.
Koldvalset stål tilbyder høj trækstyrke og fremragende formbarhed til lave råmaterialeomkostninger. Det er standardvalget til industrielle batteriskabe og energilagringssystemer, hvor vægt er et sekundært problem, og strukturel stivhed er det primære krav. Overfladebehandlinger efter stempel - zinkbelægning, e-coating eller pulverlakering - anvendes typisk for at opfylde målene for korrosionsbestandighed.
Aluminiumslegeringer, især 3003 og 5052 kvaliteter, er det dominerende materiale i batteridæksler til elbiler, hvor pakkevægten direkte påvirker køretøjets rækkevidde. Alloy 3003 tilbyder god formbarhed og moderat styrke, hvilket gør den velegnet til dækgeometrier med lavt træk. Legering 5052 giver højere styrke og overlegen korrosionsbestandighed, hvilket foretrækkes til dæksler udsat for kondens, kølevæske eller vejsprøjt. Begge kvaliteter dybtrækker rent og accepterer anodisering eller konverteringsbelægning for yderligere beskyttelse.
Rustfrit stål er specificeret til applikationer, der kræver iboende korrosionsbestandighed uden yderligere overfladebehandling - stationære energilagringssystemer i fugtige miljøer, marine batteripakker eller enhver applikation, hvor belægningsvedhæftning ikke kan garanteres gennem produktets levetid. Dens højere hærdningshastighed kræver omhyggeligt designet værktøj for at forhindre tilbagespring og opretholde dimensionsstabilitet efter formning.
Dybtegning og avancerede stemplingsprocesser
De fleste batteridæksler er ikke simple flade emner. De inkorporerer forsænkede tætningskanaler, hævede flanger, integrerede fremspring og komplekse konturer, der kræver multi-trins progressive eller overførende stansningssekvenser. Dybtegning - at trække en flad metalplade til en tredimensionel form ved hjælp af et stempel og en matrice - er kerneoperationen, men den færdige komponent passerer typisk gennem yderligere stationer til trimning, gennemboring, prægning og flange, før den forlader pressen.
Proceskontrol på hver station afgør, om den færdige del opfylder tolerancen. Blankholdertrykket styrer materialeflowet og forhindrer rynkning; utilstrækkeligt tryk tillader flangen at spænde, mens overtryk forårsager rivning ved trækradius. Smørestyring påvirker overfladens tilstand — en glat overfladefinish på Ra ≤ 0,8μm kan opnås på aluminium- og stålunderlag, når værktøjsgeometri og smøremiddelfilmtykkelse er korrekt afstemt.
Nul grattolerance er et ikke-forhandlingskrav for batteridæksler. En grat på en tætningsrille afbryder pakningens kontaktflade og skaber en lækagebane; en grat på en indre kant kan migrere ind i cellestablen. Konsistent opnåelse af gratfri kanter i masseproduktion kræver værktøj, der holdes til snævre spillerum - typisk 5-8% af materialetykkelsen for stål, lidt bredere for aluminium - og regelmæssige inspektionsintervaller for matrice kalibreret til produktionsvolumen.
Tætningsydelse: IP67 og IP68 Krav
IP67 kræver, at kabinettet tåler nedsænkning i op til en meter vand i tredive minutter uden indtrængning. IP68 udvider dette til kontinuerlig nedsænkning i en dybde, der er aftalt mellem producenten og slutbrugeren - sædvanligvis 1,5 m i 30 minutter i bilapplikationer, selvom EV OEM'er ofte angiver mere krævende forhold.
At opnå disse vurderinger fra et stemplet dæksel afhænger af tre faktorer: tætningsflangens fladhed, overfladefinishen af rillen eller vulsten, der er i kontakt med pakningen, og dimensionskonsistensen af bolthulsmønsteret, der komprimerer tætningen. En flangafvigelse på endda 0,1 mm over et langt tætningsforløb er nok til at skabe et mellemrum, som vand kan trænge ind under tryk. Dette er grunden til, at dimensionstolerancen på tætningselementer holdes strammere end på strukturelle træk - typisk ±0,01 mm på rilledybde og tætningsvulstbredde.
Vores præcision automotive og EV batteri stempling dele er fremstillet med tætningsrille-geometri, der er valideret i forhold til pakningsleverandørens specifikationer, før produktionsværktøjet er færdiggjort, hvilket eliminerer de kompressions- og lækage-risici, der opstår som følge af uoverensstemmelser mellem design og nominelle dimensioner af værktøj.
Vores Battery Cover Stamping Parts: Specification Overview
Vores battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Delene har en glat overfladefinish (Ra ≤ 0,8μm), med nul grattolerance og ingen deformation, hvilket effektivt beskytter batterikernerne mod støv, fugt og ydre påvirkninger, samtidig med at de opnår IP67/IP68 tætningsintegritet. De understøtter sømløs integration med batterihuse og kan tilpasses med integrerede monteringsknaster, tætningsriller, huller, flanger eller bøjningsstrukturer baseret på specifikke installationsbehov, herunder foranstaltninger til højspændingsstik og kølegrænseflader.
Med fremragende strukturel stabilitet og korrosionsbestandighed forbedrer disse EV-batteristemplingsdele den overordnede sikkerhed og holdbarhed af batterisystemer. De er velegnede til masseproduktion (500K – 10M dele/år) , der sikrer omkostningseffektivitet og pålidelig forsyning til batteri-OEM'er og producenter, understøttet af IATF 16949 kvalitetscertificering.
Tilpasning: Bosser, riller, flanger og funktionelle grænseflader
Ikke to batteripakker deler en identisk dækselgeometri. EV-platforme adskiller sig i celleformat (cylindrisk, prismatisk, pose), modularrangement, termisk styringsarkitektur og konnektorpositionering - og hver variation forplanter sig ind i coverdesignet som en anden kombination af funktioner.
De mest almindelige tilpasningskrav falder i fem kategorier. Montering af bosser — hævede puder med gevind eller frigangshuller — lokaliser dækslet på batterihuset, og fordel klembelastningen væk fra tætningsgrænsefladen. Tætning af riller skal matches i bredde, dybde og radius til paknings- eller O-ringsspecifikationen, med tolerancer, der er stramme nok til at garantere det specificerede kompressionsforhold over hele produktionsområdet. Udskæringer og gennemborede huller til stik, ventilationsåbninger og sensorer skal placeres i forhold til tætningsperimeteren med samme nøjagtighed som dækslets sammenkoblingsfunktioner på huset. Flenger og bøjningsstrukturer tilføje stivhed, skabe samlingslokaliseringsfunktioner, eller form fastgørelsespunkter for tilstødende moduler. Kølegrænseflader — fordybninger eller gennemgående funktioner, der forbinder dækslet til et væskekølekredsløb — kræver særlig tæt dimensionskontrol for at sikre lækagefri forbindelse til kølemanifoldene.
Alle disse funktioner er opnåelige inden for dybdetegning og progressiv stempling. Den kritiske forudsætning er, at værktøj er designet fra begyndelsen med produktionstolerancer i tankerne, ikke nominelle dimensioner - fordi en funktion, der er geometrisk korrekt på en 3D-model, men værktøjet til nominel uden nogen proceskapacitetsmargin vil producere, afviser det øjeblik, procesbetingelserne glider.
Vores designfunktioner til dybtrækkende dybtrækker til biler og elektriske køretøjer sikre, at alle brugerdefinerede funktioner er konstrueret til produktionsstabilitet fra den første matriceforsøg, hvilket reducerer iterationscyklusserne mellem prototypegodkendelse og masseproduktionslancering.
Masseproduktionsevne og kvalitetssikring
Batteri-OEM'er og Tier 1-leverandører har brug for mere end en del, der består en prøveinspektion. De har brug for en forsyningskæde, der er i stand til at levere 500.000 til 10 millioner eller flere dele om året med ensartet kvalitet, forudsigelige leveringstider og et kvalitetsstyringssystem, der genererer de data, der er nødvendige for at understøtte kunderevisioner og lovmæssige indsendelser.
IATF 16949-certificering er den grundlæggende kvalitetsstandard for bilindustriens forsyningskæder. Det påbyder, at statistisk proceskontrol, analyse af målesystem og godkendelsesprocesser for produktionsdele er på plads og dokumenteres - ikke kun ved leverandørlancering, men kontinuerligt gennem hele produktionsforløbet. Specifikt for batteridækstempling betyder dette, at kritiske dimensioner på tætningsfunktioner, flangfladhed og hulposition måles på en defineret prøveudtagningsplan for hvert produktionsparti, med resultater trendet og gennemgået i forhold til kontrolgrænser.
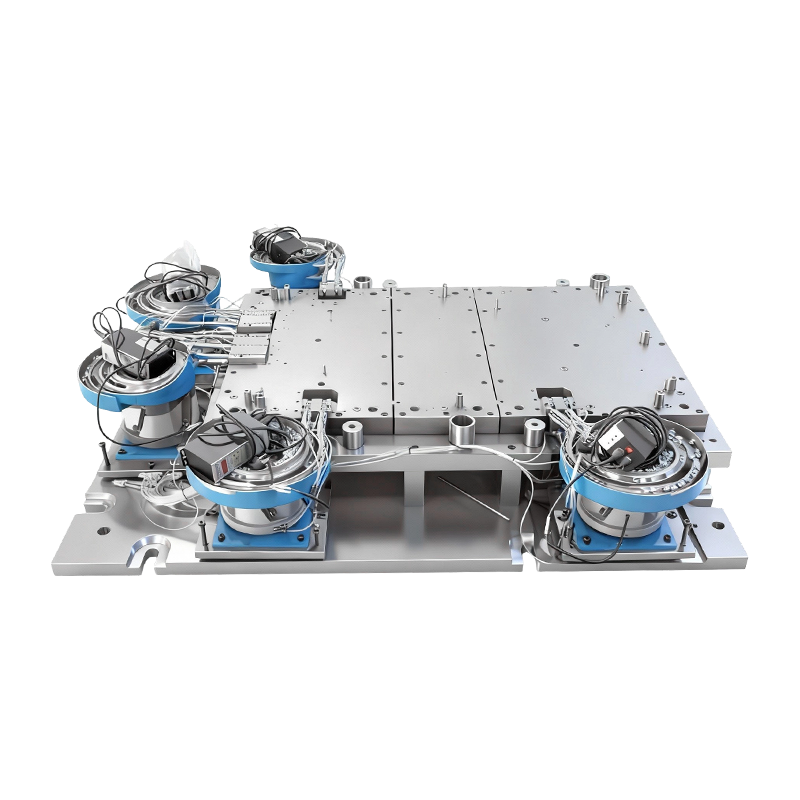
Ved produktionsmængder over et par hundrede tusinde dele om året bliver stemplingsautomatisering afgørende for at opretholde ensartethed. Servo-presse-teknologi gør det muligt at kontrollere kraft og position i hvert trin af slaget, hvilket kompenserer for materialetykkelsesvariationer og matriceslid på en måde, som mekaniske presser med fast hastighed ikke kan. Vores stemplingsautomationsudstyr integrerer pressekontrol, in-die sensing og delinspektion for at opretholde dimensionsstabilitet på tværs af lange produktionsserier uden at øge operatørens indgriben.
Indgående materialecertificering, første artikelinspektionsrapporter, dimensionsmålingsrapporter og overfladefinishverifikation leveres som standarddokumentation for hver produktionsordre – hvilket giver indkøbs- og kvalitetsteams de sporbarhedsregistreringer, der er nødvendige for at understøtte deres egne kundeforpligtelser.
Kvalificering af en leverandør af batteridækselstempling: Hvad skal verificeres
Leverandørkvalificeringsprocessen for stemplingsdele til batteridæksel bør gå ud over en prøvegennemgang. Det er de områder, der afgør, om en leverandør kan opretholde kvalitet i volumen, ikke kun producere acceptable prøver.
Værktøjsejerskab og vedligeholdelsesprogram. Bekræft, hvem der ejer produktionsværktøjet, og hvad vedligeholdelsesintervallet er. En leverandør, der forsinker vedligeholdelsen for at maksimere pressens oppetid, vil i sidste ende producere dele uden for tolerance uden varsel.
Måleevne på tætningsfunktioner. Spørg efter måler R&R-data om tætningsrillen og flangens fladhedsmålinger. Et målesystem med mere end 10 % variation i forhold til tolerancebåndet kan ikke pålideligt skelne konforme fra ikke-konforme dele.
Materiale sporbarhed. Batterigodkendt aluminium og stål skal kunne spores til møllecertifikatet. For IATF-certificerede forsyningskæder er dette obligatorisk; til ikke-automotive applikationer er det stadig den eneste måde at verificere, at materialet opfylder den specificerede legering og temperament.
Prototype-til-produktion overgangsproces. En leverandør med en dokumenteret APQP-proces (Advanced Product Quality Planning) vil identificere potentielle procesfejl, før produktionsværktøjet skæres ned – hvilket reducerer risikoen for en lanceringsforsinkelse forårsaget af et design-for-fabrikationsproblem, der var synligt fra tegningen, men som aldrig eskalerede.
For batteri-OEM'er og producenter, der vurderer stemplingspartnere, er vores tilpasset stempling udvikling og kvalificering tjenester er struktureret omkring præcis disse krav — fra indledende DFM-gennemgang gennem PPAP-indsendelse og til steady-state-produktion.
Forrige indlæg
Højhårdhedslegeret stål i prægematricer
Næste indlæg
Metalstemplingsdele til husholdningsapparater: materialer, præcision og tilpassede løsninger
Vores Produkter.
Start din virksomhed med en OEM-producent lige her!
Forsyn globale kunder med komplette nøglefærdige løsninger
igennem
innovation!
HURTIGE LINKS
NYHEDER
KONTAKTINFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheder forbeholdes. Brugerdefineret stempling Producenter af metalstempling
