-

Automotive motorhus stemplingsdele
Stemplingsdele til bilmotorhuse er kernekompone...
-
High-end store computerstemplingsdele
Vores high-end store computerstemplingsdele er ...
-
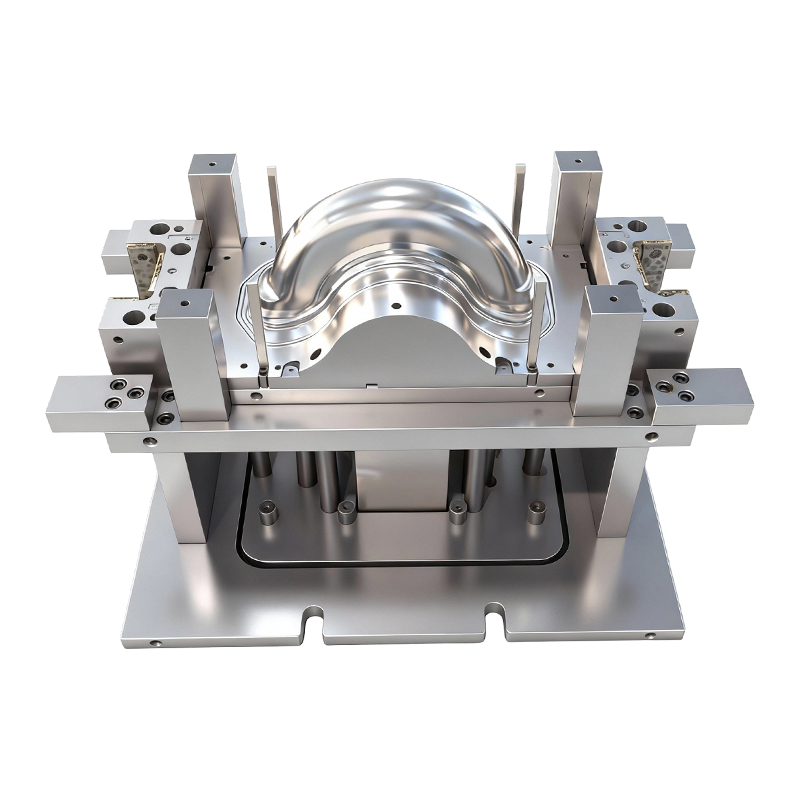
Dybttrækningsform til for- og baghjul på tohjulede elbiler
Denne dybtræksform til for- og baghjul på to-hj...
-
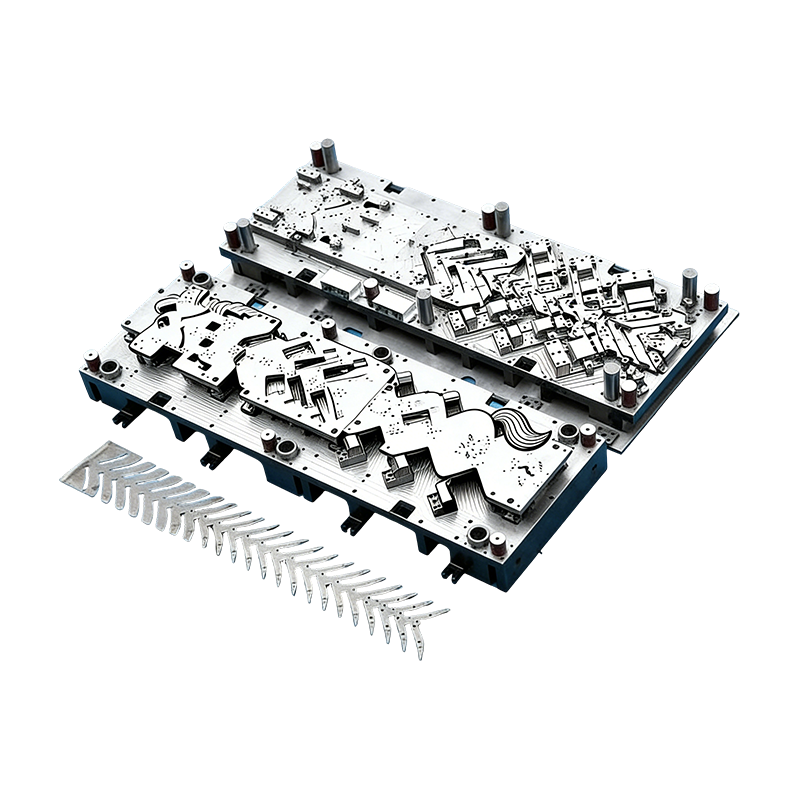
Progressive forme til bildele
Denne kontinuerlige form til bilmotorhuse er ud...
-
Avancerede ovnstemplingsdele
Vores high-end ovnstemplingsdele er præcisionsf...
-
Små stemplede dele til bærbare computere og mobiltelefoner
Som essentielle interne komponenter til moderne...
Industri nyheder
Hjem / Nyheder / Industri nyheder / Automotive sæde stemplingsdele: Højpræcisionsfremstilling, belastningsleje og materialevalg
Automotive sæde stemplingsdele: Højpræcisionsfremstilling, belastningsleje og materialevalg
2026-06-04
A car door panel needs to fit flush and look good. En sæderammestempling skal gøre betydeligt mere: Den skal bære den statiske vægt af en passager over hundredtusindvis af cyklusser, absorbere de dynamiske kræfter fra hårde opbremsninger og ujævne veje og holde dens geometri præcist nok til, at selens forankring, hvilestolemekanismen og glideskinnen alle samles og fungerer korrekt. Den kombination af strukturelle, trætheds- og dimensionelle krav stiller automotive sæde stempling dele blandt de mest krævende komponenter vil en præcisionsmetalstempel producere - og en klar indikator for en producents tekniske dybde.
Denne artikel undersøger de fem tekniske dimensioner, der bestemmer, om en sæderammestempling yder pålideligt i hele køretøjets levetid: tolerancekrav, materialevalg, matricepræcision, belastningsydelse og kompatibilitet med flere køretøjer.

Why Automotive Seat Stamping Parts Face Stricter Tolerances Than Most Body Components
Kropspanelstemplinger vurderes primært på overfladens udseende og pasform. Et mellemrum, der er 0,5 mm for bredt, er synligt; et mellemrum, der er 0,3 mm for smalt, skaber en samlingsinterferens. Both are unacceptable, but neither is a safety issue. Sæderammestemplinger fungerer i en fundamentalt anderledes fejltilstand: dimensionsfejl i en strukturel komponent forplanter sig til reduceret belastningskapacitet, fejljusterede sikkerhedskritiske grænseflader og for tidlige udmattelsesrevner.
Overvej hvilemekanismens monteringsbeslag. Dens boltehuller skal placeres inden for brøkdele af en millimeter for at sikre, at hvilestolen går i indgreb med sine låsetænder ensartet over hele justeringsbuen. Et forskudt hulmønster skaber excentrisk belastning på låsemekanismen - ikke umiddelbart synlig, men gradvist forringende i løbet af sædets levetid. Den samme logik gælder for glideskinnefastgørelsespunkter, som skal fordele passagerbelastning symmetrisk til begge skinner; enhver asymmetri koncentrerer belastningen ved én fastgørelse og fremskynder slid eller træthedsfejl.
Tolerancestandarden for stemplingsdele til bilsæder fremstillet i henhold til sikkerhedsstandarder for biler er derfor strammere end almindelige kropsstemplinger - og håndhæves ikke kun ved første artikelinspektion, men på tværs af produktionsserier, fordi variation mellem tidlige og sene produktionsdele påvirker samlebåndets gennemløb og end-of-line justeringstid.
Højstyrkestål vs. aluminiumslegering: Valg af det rigtige materiale til sæderammestemplinger
Materialebeslutningen for sæderammestemplinger er ikke et enkelt valg, der anvendes på hele sædet - det er en komponent-for-komponent optimering, der balancerer styrkekrav, danner kompleksitet, vægtmål og omkostninger.
Højstyrkestål forbliver det dominerende materiale til strukturelle sæderammekomponenter. Avanceret højstyrkestål (AHSS) med trækstyrker på 600-1.500 MPa giver den flydespænding, der er nødvendig for hvilestole, sædepladeforstærkninger og ryglænsrammer til at modstå 530 Nm bagudgående drejningsmoment, der er specificeret i bilsædesikkerhedsstandarder uden permanent deformation. Materialets høje stivhed modstår også de bøjningsmomenter, der genereres, når selebelastninger overføres gennem sæderammen under en frontalkollision. Afvejningen er, at højstyrkestål kræver mere dygtigt værktøj - højere pressetonnage, præcisionsmatricematerialer og omhyggelig styring af emneholderkraften - fordi deres reducerede duktilitet i forhold til blødt stål efterlader mindre margin til dannelsesfejl, før revner opstår.
Aluminiumslegering er i stigende grad specificeret for sædekomponenter, hvor vægtreduktion er prioriteret, især i elektriske køretøjer, hvor rækkeviddeeffektiviteten retfærdiggør de højere materiale- og værktøjsomkostninger. Stemplinger af aluminiumssæderamme kan reducere komponentvægten med 30-40 % sammenlignet med stålækvivalenter. Udfordringen er, at aluminiums lavere flydespænding typisk kræver tykkere sektioner eller designforstærkning for at opnå tilsvarende strukturel ydeevne - delvist opvejer vægtfordelen. Dens større tilbagespring under formning kræver også mere præcis matricekompensation og tættere proceskontrol for at opretholde dimensionsnøjagtighed.
I praksis kombinerer sædekonstruktioner ofte begge dele: højstyrkestål til primære belastningsbaner (rygramme, hvilestolebeslag, forstærkning af sikkerhedsseleanker) og aluminiumslegering til sekundære strukturer, hvor vægtreduktion har en klar fordel, og spidsbelastninger er lavere (pudepladesidestykker, styrebeslag til nakkestøtte).
Hvordan højpræcisionsstemplingsmatricer bestemmer den bærende kapacitet
De mekaniske egenskaber af en stemplet sæderammedel bestemmes dels af råmaterialet og dels af selve stemplingsprocessen. En matrice, der producerer inkonsekvent vægtykkelse - på grund af ujævn råemneholderkraft, slidte stanseradier eller upræcis afstand mellem stanse og matrice - skaber lokal udtynding i den prægede del. Disse tynde zoner bliver til spændingskoncentrationer: de første steder, der giver efter under statisk overbelastning, og initieringssteder for udmattelsesrevner under cyklisk belastning.
Dette er den direkte mekaniske forbindelse mellem formpræcision og sædestempling bæreevne . En matrice bearbejdet til 0,002 mm nøjagtighed på dens kritiske formningsoverflader producerer dele med ensartet vægtykkelse i hele trækdybden. Personbelastningen fordeles ensartet på tværs af sektionen, arbejdsspændingerne forbliver et godt stykke under materialets udmattelsesgrænse, og delen opfylder sit designmæssige levetidsmål. En matrice med slidte eller upræcist bearbejdede radier producerer dele, hvor udtyndingen er koncentreret, lokale spændinger er forhøjede, og udmattelseslevetiden reduceres - ofte uden nogen formmæssig uoverensstemmelse, der kan detekteres ved rutineinspektion.
Kantkvalitet har samme betydning. Grater og mikrorevner på udstansede kanter fra sløvt eller dårligt monteret værktøj fungerer som revneinitieringssteder. Under den cykliske belastning ved normal kørsel - vejvibrationer, sædejusteringscyklusser, ind- og udstigning af passagerer - forplanter disse kantdefekter sig til udmattelsesrevner i basismaterialet. Glatte, godt understøttede forskydningskanter produceret af præcisionsværktøj eliminerer denne fejltilstand.
For dybtrækker til biler og elektriske køretøjer til sæderammekomponenter , design- og fremstillingskvaliteten af værktøjet kan derfor ikke adskilles fra den strukturelle ydeevne af de dele, den producerer.
Statisk og dynamisk belastningsydelse: Hvad sædestemplingsdele skal modstå
Sæderammestemplinger bærer tre forskellige kategorier af belastning, hver med forskellige implikationer for design og materialespecifikation.
Statiske belastninger repræsenterer den vedvarende vægt af passageren - typisk 75-100 kg for en enkelt passager, der virker kontinuerligt gennem sædehynden og ryggen. Disse belastninger bestemmer det mindste tværsnitsareal og materialets flydespænding, der kræves for at forhindre permanent deformation under normal brug. Statisk belastningsydelse er ligetil at teste og verificere, og de fleste sædestemplingsfejl, der tilskrives "statisk overbelastning", er faktisk træthedsfejl, der har accelereret i nogen tid, før synlig deformation viser sig.
Dynamiske belastninger skyldes køretøjets acceleration, bremsning, sving og uregelmæssigheder på vejbanen. Under hård opbremsning ved 1 g deceleration genererer den fremadrettede inerti af en passager på 75 kg cirka 750 N belastning gennem sæderyglænet og ind i hvilemekanismen og rygrammestemplinger. På ujævn vejoverflade er lodrette accelerationer på 2-3 g mulige, idet sæderammen cykles ved frekvenser på 1-20 Hz i tusindvis af timer i løbet af køretøjets levetid. Vibrationsmodstand - den stemplede strukturs evne til at bevare sin geometri og mekaniske egenskaber under denne cykliske belastning - er en ydeevnedimension, der ofte undervurderes i indledende designgennemgange, men bliver synlig i langtidsholdbarhedstest.
Crash belastninger repræsenterer den værst tænkelige tilstand. Ved en frontalkollision på 50 km/t med belastet sikkerhedssele skal sæderammen overføre passagerens kinetiske energi ind i køretøjets struktur uden at brække eller tillade sædeforskydning, der kan skade passageren. Disse belastninger er en størrelsesorden højere end dynamiske kørebelastninger, og de stemplede dele i sikkerhedsseleankeret, rygrammen og glideskinnelåsemekanismen er alle i den primære belastningsvej.
At opfylde alle tre belastningskategorier samtidigt kræver, at stemplingsprocessen leverer både dimensionsnøjagtighed og ensartede mekaniske egenskaber - hvilket er grunden til, at materialesporbarhed og overvågning af tykkelsen i processen er standardkrav i forsyningskæder til bilsædekomponenter.
Multi-køretøjskompatibilitet og OEM-dimensionelle nøjagtighedskrav
En enkelt sæde stemplingsleverandør betjener sjældent en enkelt køretøjsplatform. OEM-kunder og Tier 1-sædeproducenter køber stemplede komponenter, der skal passe til flere køretøjslinjer, ofte med forskellige dimensionelle konvolutter, monteringskonfigurationer og krav til sikkerhedsbelastning. Håndtering af denne kompleksitet på flere platforme uden stigende værktøjsomkostninger er en af kernekompetencerne, der adskiller dygtige stempelleverandører fra råvareprocessorer.
Grundlaget for kompatibilitet med flere køretøjer er dimensionsnøjagtighed på det individuelle funktionsniveau - ikke kun overordnet delgeometri. Hulpositionstolerancer på ±0,15 mm eller snævrere på monterings- og placeringsfunktioner sikrer, at den samme stemplede del samles korrekt i forskellige sæderammearkitekturer uden at kræve manuel justering eller efterbearbejdning. Dette niveau af nøjagtighed er kun opnåeligt, når matricen er designet med passende datumreferencer, bearbejdet til snævre egenskabstolerancer og valideret med en fuldstændig første artikelinspektion i forhold til kundens CAD-model før produktionsstart.
Brugerdefineret matricedesign er ikke en overheadomkostning i denne sammenhæng - det er den mekanisme, hvorved dimensionsnøjagtighed og kompatibilitet med flere køretøjer opnås. En matrice designet specifikt til en dels geometri, med funktionspositioner og spillerum, der er tilpasset delens formningskrav, vil konsekvent producere dele, der samles korrekt. En generisk eller modificeret matrice vil kræve løbende sortering, shimming eller justering for at opretholde et acceptabelt dimensionelt output.
Den komplet udvalg af automotive stemplingsdele at SQS er produceret af matricer, der er designet og fremstillet internt, hvilket sikrer, at de dimensionelle krav til hver kundes køretøjsplatform er konstrueret ind i værktøjet fra starten i stedet for at blive kompenseret for i produktionen.
SQS's integrerede stempel- og delefremstillingsfordel til sædestemplinger
Den conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd. driver begge funktioner under ét tag. Det samme ingeniørteam, der designer stansematricen til en sæderammekomponent, kører også pressen, der producerer delene. Når en dimensionsforskydning opstår i produktionen - som det vil ske i løbet af en matrices levetid gennem gradvist slid - er svaret en informeret matricekorrektion snarere end en procesløsning. Resultatet er mere ensartet delkvalitet på tværs af produktionsforløbet og en hurtigere vej til grundårsagen, når der opstår afvigelser.
SQS's produktionsinfrastruktur understøtter denne integration på det præcisionsniveau, som automobilsæder kræver. Wire EDM-maskiner hentet fra Japan opnår bearbejdningsnøjagtighed inden for 0,002 mm på matricefunktioner, hvilket sikrer, at formningsoverfladerne, der bestemmer vægtykkelse, kantkvalitet og hulposition, holdes til de tolerancer, som delens design kræver. En presseflåde, der spænder fra 80T til 400T, dækker hele spektret af sæderammestemplingsgeometrier, fra små beslagkomponenter til rammestrukturer med fuld ryg. Med over 15 års erfaring med at betjene OEM-kunder og Tier 1 billeverandører og et team på 60 tekniske medarbejdere dedikeret til design, fremstilling og kvalitetssikring, giver SQS den tekniske dybde, som sæderammestemplingsprogrammer kræver.
Kontakt SQS direkte for OEM-forsyningsforespørgsler, udvikling af tilpasset matrice eller gennemgang af tekniske specifikationer.
Forrige indlæg
Metalstemplingsdele til husholdningsapparater: materialer, præcision og tilpassede løsninger
Næste indlæg
Deep Drawing Die Design: Punch, Die, Clearance & Multi-Stage Reduction Guide
Vores Produkter.
Start din virksomhed med en OEM-producent lige her!
Forsyn globale kunder med komplette nøglefærdige løsninger
igennem
innovation!
HURTIGE LINKS
NYHEDER
KONTAKTINFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheder forbeholdes. Brugerdefineret stempling Producenter af metalstempling
